Yıldız haberleri








 Afanasyev pdf")



Blok yapmak için ev yapımı makine. Kendin yap blok makinesi, seramik bloklar, cüruf blokları, ahşap beton, gaz silikat ve diğer yapı bloklarını yapmak için basit bir ekipmandır. Kül blok üretiminin özellikleri nelerdir?
Modern inşaatta birçok malzeme türü kullanılmaktadır. Kül blokları, özel bir mülkte duvar inşa etmek için giderek daha fazla kullanılıyor. Bu malzeme, içerdiği avantajlar nedeniyle hızla popülerlik kazandı. Ayrıca bunu kendiniz yapmak da oldukça mümkün.
Cüruf blok, belirli kenar boyutlarına ve içinde teknolojik boşluklara sahip dikdörtgen bir yapı malzemesidir.
Boşluksuz, yani katı bloklar var. Bununla birlikte, içi boş malzeme çok daha hafif, daha ucuz olduğundan ve ısıyı daha iyi koruduğundan çok daha az yaygındırlar. Kül bloklarındaki boşluklar da farklı şekillerde ve farklı hacimlerde olabilir. Her şey, her bir yapı malzemesinin gereksinimlerine, gücüne ve maliyetine bağlıdır. Ortalama olarak, cüruf bloğundaki boşlukların hacmi, her bir malzeme biriminin toplam hacminin %30'unu aşmaz.
Yük taşıma işlevi gören herhangi bir yapı malzemesinin üretimi için gerekli üç bileşen kullanılır. Bunlara dolgu maddesi, bağlayıcı madde ve su dahildir. Cüruf blokları durumunda bağlayıcı sıradan çimentodur. Ve dolgu maddesi olarak geri dönüştürülmüş kömür (cüruf), ince kırma taş elemeleri, ezilmiş genişletilmiş kil veya tuğla kullanılabilir.
Günümüzde kömür endüstrisi eskisi kadar yaygın kullanılmadığından cüruf üretim hacmi de önemli ölçüde azalmıştır. Bu nedenle, çoğunlukla evde cüruf bloklarının üretimi için ince kırma taşların taranması kullanılır. Bazen malzemeden tasarruf etmek için buna tuğla hurdası ve hatta talaş eklenir.
Evde yapılan cüruf bloklarının boyutları da önemli ölçüde değişebilir. Pek çok kişi, duvar inşa ederken standart boyutların pek uygun olmadığına inanıyor, çünkü bu tür malzemeler nispeten ağır ve elverişsiz. Diğerleri bu boyutları bir avantaj olarak kullanıyor çünkü bir birimin büyük hacmi, kendi kendini inşa etme sürecini büyük ölçüde hızlandırmanıza olanak tanıyor. Standartlara gelince, cüruf bloğunun genel olarak kabul edilen boyutları 190 x 188 x 390 cm'dir.

Evde yüksek kaliteli cüruf blokları yapmak için presleme bir ön şarttır. Bu işlem olmadan, bitmiş blokların normal dayanıklılığa ulaşması çok daha uzun sürer ve boşluklara ve eşit olmayan yoğunluğa sahip olabilir. Presleme, içine bitmiş bileşimin bir rezerv ile yüklendiği kalıbın titreşimi nedeniyle meydana gelir.
Kül blokları yapmak için basit araçlar
Evde kül blokları yapmak için birçok cihaz icat edildi. Bunların en basitleri sabit boyutlu şekillerdir. Kalıbın kendisi ahşap veya metal levhadan yapılabilir. Bu tür formlarda bitmiş malzemenin hazırlanması titreşimli veya titreşimsiz gerçekleşebilir.

Komple bir yapı malzemesi üretmek için, yüklendiğinde titreşimli bir masaya monte edilen kalıplar kullanılır. 10-15 saniye sonra. Bu işlemle cüruf bloğu çok daha yoğun hale gelir, çıkarıldığında şeklini daha iyi korur ve ayrıca yük taşıyan bir yapı malzemesinin gerektirdiği tüm gerekli özelliklere sahip olur.

Kül bloklarında teknolojik boşluklar yaratmak için ev ustaları çok basit bir cihaz kullanıyor. Kalıpların hacminin yarısı doldurulduktan sonra çözeltiye sıradan cam şişeler (örneğin şampanya) yerleştirilir.


Kül blokları yapma makineleri
Cüruf bloklarının daha hızlı ve kaliteli üretimi için özel hazırlanmış vibrasyon makinaları kullanılabilir. Böyle bir cihaz, içinde teknolojik delikler için boşlukların bulunduğu belirli bir şekle sahiptir. Böyle bir makineye, üzerine eksantrik bir sistem monte edilmiş geleneksel bir elektrik motoru bağlanır. Şaftlar döndüğünde, doldurulmuş form titreşir ve bu da doldurulmuş malzemenin eşit şekilde sıkıştırılmasını sağlar.
Daha ileri düzeydeki ustalar, kendi elleriyle cüruf blokları yapmak için tekerlekler üzerinde hareket edebilen titreşimli makineler kullanıyor. Bu cihaz aşağıdaki basit prensibe göre çalışır. Form yere indirilir ve hazırlanan solüsyonla doldurulur. Daha sonra cihaz yüklenen malzemeyi sıkıştırmak için açılır. Daha sonra form en üste kadar doldurulur ve özel bir sınırlayıcı ile kapatılır. Makine 10-15 saniye süreyle yeniden çalışır, ardından kalıp yükselir ve bitmiş cüruf bloğu yerde durur. Daha sonra makine başka bir yere taşınarak işlem tekrarlanır.

Kül bloklarını damgalamak için bir makinenin tasarımı ve montajı
Bu cihaz, kül bloklarının evde üretimi için en popüler makinelerden biri olarak adlandırılabilir. Kalıba sabitlenen elektrik motoru, eksantrik sistem, çerçeve ve kalıptan oluşur. Çerçeve hareketli bir form ve onu kaldırıp indirmeye yarayan bir mekanizma taşır. Kalıp, bir çift cüruf bloğunun eşzamanlı üretimi için iki bölmeye sahiptir.

Kül blokları için kalıp yapımı - çizimler
Kalıbı yapmak için 5 mm kalınlığında saca, bir köşeye ve 8 cm çapında borulara ihtiyacınız olacak. Kalıbın çerçevesi metalden yapılmıştır. Boyutları çift cüruf bloğunun standart parametrelerine uygun olmalıdır.
Formda, önceden hazırlanmış borular, teknolojik boşluklar için dolgu görevi görecek plakalara sabitlenmiştir. Borular kalıp yüksekliğinde kesilerek her iki taraftan tapalarla kaynak yapılır. Borular, köşeler kullanılarak dışarıdan kalıp çerçevesine kaynak yapılan plakalar kullanılarak bağlanır. Aynı plakalar, titreşim sırasında kapak için sınırlayıcı görevi görecektir.
Kalıbın kapağını yapmak için, kullanılan borulardan biraz daha büyük çapta delikler açılmış boşluklar kullanılır. Kapağın her iki tarafında kavrama için kulplar yapılmıştır. Kül blok üretim makinamızın tüm ölçülerini aşağıdaki resimlerde bulacaksınız.
Makine tabanının montajı
Tabanı yapmak için 4 mm kalınlığında bir profile ihtiyacınız olacak. ve bir boru. Profil, üzerine tekerleklerin monte edildiği bir destek çerçevesi oluşturmak için kullanılır. Destek çerçevesine, kül blok kalıbının kaydırıcılar üzerinde hareket edeceği iki dikey direk kaynaklanmıştır. Üst kısımda raflar, hem operatör için bir tutamak hem de kaldırma mekanizması için bir destek görevi görecek bir boru ile birbirine bağlanmaktadır.
Kaldırma mekanizması, döner burçlar kullanılarak enine boruya bağlanan profilden yapılmış dikdörtgen bir çerçevedir. Çerçevenin kendisi, bir motosiklet veya moped zincirleri kullanılarak forma bağlanır.
Uçlarına eksantrik sistemin monte edildiği kalıba iki şaftlı bir elektrik motoru takılmıştır. Elektrik motoru çalıştırıldığında kalıp titreyerek yüklenen malzemeyi sıkıştırır.
Kül blokları ucuzdur ve iyi ısı ve ses yalıtımı sağlar. Üretim teknolojileri basittir ve bitmiş ürünün sertifikalandırılmasına gerek yoktur. Bu nedenle herkes kendi elleriyle üretim kurabilir.
Kül blok üretim teknolojisi
Kül blok tuğlaların üretimi birkaç aşamada gerçekleştirilir.
Cüruf, çimento ve su karışımının yapılması. Uygun hammaddeler kırma taş, kırık tuğla, genişletilmiş kil, kül, kumdur. Mevcut hammaddelere bağlı olarak karışımın bileşimi farklı olabilir. Kuru ve sıvı bileşenlerin doğru oranını korumak önemlidir:
- Seçenek 1: çimento, cüruf ve suyu 1:9:0,5 hacim oranında karıştırın;
- Seçenek 2: Çimento, granül cüruf, ince elek ve suyu 1:4:4:0,5 oranında karıştırın.
Her durumda suyun hacmi çimento hacminden 2 kat daha az olmalıdır!
Beton mikseri veya karıştırıcı ile elle yoğurabilirsiniz. Karışım yarı kuru olmalıdır, buna bir plastikleştirici madde eklenmesi tavsiye edilir:
- sertleşmeyi hızlandırır (küçük üretim alanları için faydalı özellik);
- yoğunluğu arttırır, çatlak olasılığını azaltır;
- emek verimliliğini artırır.
Küçük makinelerin olduğu küçük endüstrilerde karışımı manuel olarak yoğurabilirsiniz ancak bu oldukça emek yoğun bir süreçtir.
Beton karışımının kalıplara yüklenmesi. Titreşimli sıkıştırma için formların standart boyutları 39 x 19 x 18,8 cm'dir Formlar, boşluk oluşturuculu veya katı olabilir. Kalıplarda karışım bir zımba ile sabit titreşim altında preslenir. Presleme süresi 10 ila 90 saniye arasında değişmekte olup makinenin kapasitesine bağlıdır. Güçlendirilmiş ekipman cüruf bloklarını daha hızlı presler.
Kalıplar çıkarılır ve bloklar tamamen kurumaya bırakılır. Kalıpları çıkardıktan sonra bloklar şeklini korumalı ve nemin buharlaşması sırasında parçalanmamalıdır. Bu nedenle sert bir beton karışımını karıştırırken bileşenlerin oranını korumak çok önemlidir. Karışımı çok ince yaparsanız bloklar yayılır. Nem eksikliği varsa parçalanırlar.
Sertleşme aşaması 48 ila 96 saat sürer. Kurutma pozitif sıcaklıkta gerçekleşir. Ancak ürünler yüksek nem koşullarında ancak 30 gün sonra nihayet sertleşecektir. Kurutma sırasındaki düşük nem, blokların çatlamasına neden olur. Daha yüksek sıcaklıklarda kuruma daha hızlı gerçekleşir. Olgunlaşma süreci özel bileşenlerden (relaxol, fulleron) olumlu yönde etkilenir. Üretim kapasitesi mevcut ise bloklar asansörlerle raflara yerleştirilerek buharlaştırılır.
Kül blokları yapmak için donatım
Aşağıdaki makine ve ekipmanları kullanarak kül bloklarını kendi ellerinizle yapabilirsiniz:
- evrensel titreşim makinesi;
- Beton karıştırıcı;
- kürek;
- inşaat arabası
- titreşimli elek
Küçük üretime yönelik cüruf bloklarının üretimi için ekipmanlar özel mağazalarda kolaylıkla bulunabilir. Matrislerin bir manivela veya 1IKS kullanılarak manuel olarak kaldırıldığı ucuz MARS modelleri vardır. Mekanize işlemlere sahip küçük M310 cüruf blok makinesi daha büyük üretimler için iyidir; vardiya başına 400'e kadar blok üretir. Kül blokları için Dragon ve Comanche makineleri daha da fazla üretkenlik sağlıyor - vardiya başına yaklaşık 600 parça. Kendi elinizle blok yapmak için kullanılan mini titreşimli makinelerden herhangi biri 220 V güç kaynağıyla çalışır.
| Modeli | 8 saatlik çalışma için üretkenlik, bl\shift | Güç, W | Ağırlık (kg | Tip |
| MZ-10 istasyon vagonu | 700'e kadar | 150 | 19'dan itibaren | Manuel |
| 1 adet | 500 e kadar | 150 | 28'den itibaren | Mekanik-manuel |
| MARS-2 | 650'ye kadar | 200 | 55'ten itibaren | Mekanik-manuel |
| Komançi Takviyeli | 1500'e kadar | 500 | 190 kg'dan itibaren | Mekanik-manuel |
| Ejderha-4 | 2000 yılına kadar | 1000'e kadar | 250'den itibaren | yarı otomatik |
Tablo 1. Titreşim makinelerinin özellikleri
Kendi ellerinizle blok yapmak istiyorsanız en kabul edilebilir modeller Dragon-4 veya Comanche Takviyeli olacaktır. Bu oldukça önemli bir yatırım olsa da karşılığını alacaktır. Sonuçta, ürünler özel inşaatlarda sürekli talep görüyor. Bloklara ek olarak, bu tür ekipmanlar kaldırım levhalarının üretimine yöneliktir.
Kendi ellerinizle kendi inşaatınız için 1 IKS makinesi diğerlerinden daha uygundur. Az yer kaplar ve ucuzdur, bu yüzden ona mini makine denir. Daha gelişmiş modellerin aksine, üzerine sadece kül blokları yapılmıştır.
Ev yapımı bir titreşim makinesinin tasarımı

vibratör masası cihazı: 1 - elektrik motoru; 2 - dengesizlik için ağırlık; 3 - kasnak
Titreşimli makine cihazı bir vibratör ve bir şablon matrisinden oluşur. Ev yapımı makinenin boyutuna bağlı olarak bir ila bir düzine şablon olabilir. Matris herhangi bir uygun boyutta olabilir; birkaç formu birleştirip bunları bir elektrikli vibratöre monte ederseniz, kül blokları yapmak için ev yapımı küçük bir makine elde edersiniz.
İnternette çizimler için birçok seçenek var.

cüruf blokları için kalıpların çizimi: 1 - geliştirilmekte olan matris; 2, 3, 4 — paletler; 5, 6, 7 - matrisin alt çerçevesi 25x25 köşeden yapılmıştır; 8 - içi boş çekirdeklerin sabitlenmesi için ray; 9 - geçersiz adam; 10 - üst boşluk tapası; 11 - alt boşluk tapası
Matris, 3 mm kalınlığındaki metal sacdan yapılan çizime göre kendi ellerinizle yapılır. Şekil, tabanı olmayan bir kutudur; onu kaldırmak için kulplar sağlanmıştır. Alt yüzeyi daha pürüzsüz ve düzgün hale getirmek için herhangi bir deterjanla işlenmiş kauçuk paspasların üzerinde kurutun.
Kendi ellerinizle yapılması kolay bir matrisin başka bir çizimi.

Titreşimli bir masa olmadan kendi ellerinizle kül blokları yapmanızı sağlayan basit bir şema. İçi boş kaplar olarak sıradan cam şişeler kullanılır. Bu form, artan miktarda nem içeren bir çözelti ile doldurulur. Bu yöntemin özelliği, çözeltinin kalıplarda daha uzun süre (birkaç saate kadar) kalmasıdır. Daha sonra kalıp sökülür ve cüruf blokları havada kurutulur.
Şampanya şişeleri oyuk olarak en uygun olanıdır. Çözelti kuruduğunda patlamayan kalın duvarları vardır.
Ev yapımı formlar kontrplak veya sacdan monte edilir, beton karışımı dökülmeden önce formun içi teknik yağ ile işlenir.
Ev yapımı mini makineler için iki seçenek vardır:
- titreşimli tablalı;
- ağırlık merkezi kaydırılmış bir motorun takıldığı bir form şeklinde.
İkinci seçenek ise blokların devrilmeden tek seferde üretilmesini mümkün kıldığından büyük üretim hacimleri için tercih edilir.

Katman tipi makine diyagramı
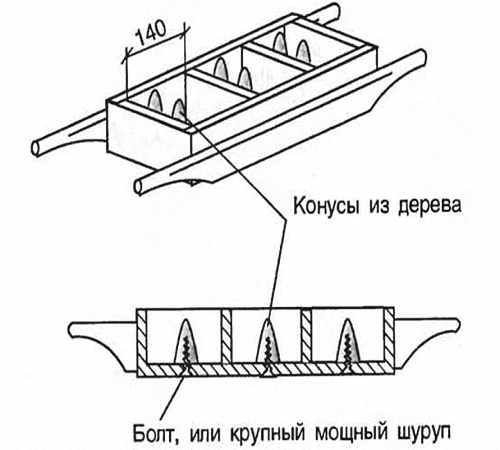
Kendi kendine yapılan bir mini makine, dışarıya monte edilmiş bir elektrik motoruyla çalıştırılıyor. Titreşim, vücudun dengesini bozan farklı boyutlardaki yüklerden kaynaklanır. Kalıbın çıkarılmasını kolaylaştırmak için boşluklar, çapları 3 mm'ye kadar olan koni şeklinde yapılır.
Gerekli malzemeler ve araçlar:
- açılı taşlama (taşlama);
- kaynak makinesi;
- 2,5 - 3 mm kalınlığında metal levha;
- köşeler 25x25;
- boş boru;
- 2 sert yay;
- 120 - 180 W gücünde asenkron elektrik motoru.
İnşaatta cüruf bloklarının kullanılması, duvar inşa etme maliyetini birkaç kez azaltabilir. Bu malzemeyi üretmek için satın alınması oldukça pahalı bir süreç olan özel ekipman gereklidir. Kül blokları için bir makinenin kendi ellerinizle nasıl yapılacağına dair önerileri incelemenizi öneririz.
Kül bloğu - malzemenin özellikleri ve amacı
Kül blok, titreşimli pres yöntemi kullanılarak yapılan, görünüm olarak taşa benzeyen bir yapı malzemesidir. Üretimi için cüruf formunda bir dolgu maddesi kullanılır ve bağlayıcı olarak çimento harcı kullanılır.
Kül blokları üretmek için iki seçenek vardır:
- Sanayi;
- bağımsız veya ev.

Kül bloklarını kendi ellerinizle yapmak için, bu malzemeden küçük partiler üretebilen küçük boyutlu titreşimli makineler kullanılır.
Kül bloğunun ana bileşenleri, yani cüruf ile ilgili olarak, aşağıdaki malzemelerden birini içerir:
- cüruf;
- volkanik kül;
- granit elemeleri;
- ezilmiş granit;
- nehir kırma taşı;
- kum;
- tuğla taşı;
- çimento;
- genişletilmiş kil vb.
Üretimini daha fazla tartışacağımız malzeme daha düşük kalite özelliklerine ve dayanıklılığa sahiptir. Hizmet binalarının, barakaların ve depolama binalarının inşası için mükemmeldir.
Ev yapımı cüruf blok üretimi, tüm teknolojik sürecin kendisine verilen tüm gereksinimlere uygun olarak gerçekleştirilmesine izin vermez.

Kül bloğunun gerekli sertliği elde etmesi için, neme doyurulduğu ve belirli bir sıcaklığa kadar ısıtıldığı buharlamaya dayanmak gerekir, bu da çimentonun mukavemetini arttırır. Her ne kadar ev tipi bir titreşim makinesinde yapılan blokların yardımıyla, hizmet ömrü en az 25 yıl olacak mükemmel bir tek katlı bina elde edeceksiniz.
Kül blokları için makine: üretim özellikleri
Bu tür bir makine yapmak için kaynak makinesi ve metal işleme aletleriyle çalışma becerisine sahip olmanız gerekir.
Ev yapımı cüruf blok makinesinin ana kısmı, çözümün montajı için bir şekle sahip olan bir matristir. Matris, halihazırda üretilmiş üründe boşluklar sağlayan belirli elemanların bulunduğu metal bir kutu biçimindedir.
Üretimi aşağıdakilerin varlığını gerektirecek bir tür makine olan matristir:
- kaynak makinesi;
- Bulgarlar;
- mengene;
- metal işleme aletleri.
Satın almanız gereken malzemeler şunlardır:
- 3 mm kalınlığında, 1 m² boyutunda metal levha;
- 7,5 ila 9 cm çapında bir metre çelik boru;
- 3 mm kalınlığında ve 30 cm uzunluğunda çelik şerit;
- elektrik motoru, gücü 0,75 kW'a kadar;
- cıvata ve somun şeklinde bağlantı elemanları.

Kendi elinizle kül blok makinesi yapma talimatları:
1. Öncelikle inşaat için gerekli olan ürünün boyutlarına karar verin. Hazır bir endüstriyel cüruf bloğunu ölçmek mümkündür.
2. Makinenin yan kısımlarını sacdan kesin, iki adet olmalı ve aralarında bölme bulunmalıdır. Sonuç, iki eşit parçaya sahip bir kutudur.
3. Boşluklarda kalınlığı en az 3 cm olan bir alt duvar kalır, böylece silindirin boşlukları sınırlayacak yüksekliğinin belirlenmesi mümkün olacaktır.
4. Boruyu, uzunluğu boşluğun yüksekliğine eşit olacak şekilde altı parçaya kesin.
5. Silindirlerin her birini koni şeklinde yapmak için, her birinde merkeze doğru kesimler yapmak ve ardından bir mengene kullanarak sıkıştırmak ve kaynak yaparak birbirine kaynak yapmak gerekir. Bu durumda çap boyutu iki milimetre küçülecektir.
6. Silindirleri her iki taraftan kaynaklayın ve bloğun uzun tarafında birbirine bağlayın. Oluşacak boşluklar endüstriyel üretimdeki boşlukları tam olarak kopyalayacak şekilde yerleştirilmelidirler.
7. Uç kısımlara 3 cm boyutunda plak eklenir, göz yüzeyine sabitlenmesini sağlayacak delik bulunmalıdır.
8. Her matris bölmesinin orta kısmında, yüzeyi kesin ve çıkıntıları ona kaynaklayın. Bir boşluk yaratmak için geçici olarak sınırlamalar ekleme yeteneğinin sağlanmasına yardımcı olacaklar. Sonuç, cüruf bloklarının monolitik veya monolitik olmayan tipte üretileceği bir mekanizma olacaktır.
9. Üzerine dört cıvatanın kaynaklanacağı bir enine duvar seçin. Motoru sabitlemek için bağlantı elemanları görevi görürler.

10. Karışımın yükleneceği tarafta apron ve bıçak şeklindeki parçalar kaynak yapılmalıdır.
11. Daha sonraki boyama işlemleri için tüm bileşenleri temizleyin ve cilalayın.
12. Şekli mekanizmanın kendisiyle tamamen aynı olacak bir pres yapın, bunu oluşturmak için delikleri silindir çapından dört milimetre daha büyük olacak bir plakaya ihtiyacınız olacak. En az 5 cm yüksekliğe kadar kutuya rahatlıkla sığmalıdır.
13. Presin kullanım kolaylığını sağlamak için, kulp şeklindeki parçaları ona kaynak yapın.
14. Mekanizmanın tüm bileşenlerini korozyon önleyici astarla kaplayın ve kuruduktan sonra motoru takın.
Standart bir elektrik motorundan titreşim motoru yapabilmek için mil bölümlerine eksantrik şeklinde kaynaklı cıvatalar takılmalıdır. Eksenel alanda çakışmaları gerekir. Cıvataların üzerine somunlar takılı olup, sıkılma miktarı titreşimin hızını ve türünü belirler.
Kül blok makinesinin çizimleri:
Böyle bir matris kullanılarak hem yürüme hem de mesafe tipi makineler üretilmektedir. Bunu geliştirmek için iyi bir tamircinin aletine ve onunla çalışma deneyimine sahip olmanız gerekir.
Bu tür blokların üretimi için kil, talaş betonu, genişletilmiş kil betonu vb. Her türlü malzeme uygundur. Standart karışım bir kısım kum dolgusu, bir kısım çimento ve üç kısım cüruf atığından oluşmalıdır.
Bitmiş karışımın içerdiği nem katsayısı çok önemli bir rol oynar. Bunu en iyi şekilde belirlemek için bileşimi incelemek yeterlidir, dağılmamalı, aynı zamanda elastik olmalı ve şeklini iyi tutmalıdır.
Bitmiş cüruf bloğunu elde etmek için matrise yerleştirilen bu tür bir iş parçasıdır. Boşluk oluşturmak için cam şişeler, kırık tuğlalar veya keskin kenarlı taşların kullanılması tavsiye edilir.
Kül blokları üretmek için makinede çalışmaya başlamadan önce tüm parçaların yağ ile yağlanması gerektiğini, bunun bitmiş karışımın metale yapışmasını önleyeceğini lütfen unutmayın. Vibratörün çalıştırılması üretimin herhangi bir aşamasında mümkündür, ancak bunu bitmiş bloğa basmadan önce yapmak en iyisidir. Ek olarak, çözeltinin motor yüzeyine bulaşmasını önlemek için elektrik motoru bir önlük kullanılarak güvenilir bir şekilde yalıtılmalıdır.
Hazır cüruf blokları yaz aylarında +12 ila +30 derece arasındaki sıcaklıklarda açık havada muhafaza edilmelidir. Blokların kurumasını önlemek için üzerleri plastik ambalajla kaplanır.

Kül bloklarının üretimi için donatım ve üretim teknolojisi
Cüruf bloklarının üretimi çimento, su ve cüruftan oluşan beton bir çözeltinin hazırlanmasıyla başlar. Tüm bileşenler bir beton karıştırıcı veya karıştırıcı kullanılarak birlikte karıştırılır. Solüsyonun manuel olarak karıştırılması daha uzun sürer ve bunu gerçekleştirmek için çok büyük fiziksel çaba gerektirir.
Don, suyun katılaşmasına neden olduğundan, tüm çalışmalar yalnızca sıfırın üzerindeki hava sıcaklıklarında gerçekleştirilir. Çözelti hazır olduğunda içi boş veya monolitik olabilen bir kalıba dökülür. Her bloğun standart boyutu 39x19x18'dir.

Blok zaten sıkıştırılmış bir yapıya sahip olduğunda, kalıp ondan çıkarılır ve bloğun kendisi zemine veya palet üzerine monte edilir. Kül blok kurutma işlemi, yirmi dereceden az olmaması gereken doğal hava sıcaklığında sürer. Bu sayede daha sonraki inşaatlara uygun malzeme elde etmek mümkün olacaktır. Malzemenin kurumasını önlemek için maksimum hava nemi sağlayın.
Kül blokları kuruduktan sonra ilave güç kazanır ve depo şeklinde kuru bir yerde saklanır.
Hammadde olarak çeşitli bileşimlerdeki malzemeler kullanılır. Bir veya başka bir hammaddenin seçimi, kül bloğunun yapıldığı ekipmanın yeteneklerinden ve ondan inşa edilecek yapının tipinden etkilenir.
Kendi elleriyle kül blokları yapmak için dolgu maddeleri için en yaygın seçenekler şu şekildeki malzemelerdir:
- tuğla atığı;
- kum;
- kırılmış taş;
- kül;
- genişletilmiş kil vb.
Belirli bir bileşenin miktarı, nihai ürünün gereksinimlerine bağlıdır.
Kül bloklarının üretimi için oldukça yaygın bir bileşen, bitmiş malzemenin teknik özelliklerini iyileştiren bir plastikleştiricidir. Ek olarak, plastikleştiricilerin kullanımı bitmiş binanın gücünü, dona ve neme karşı direncini arttırır.
Cüruf bloklarının üretiminden sonra, inşaat süreci ve cüruf bloklarından duvarların asıl inşaatı beklenmektedir. Kül blok yapısının kalitesini etkileyen bir diğer önemli faktör, bitmiş binanın bitirilmesi ve yalıtımıdır.

Kül blokları için bir karışım hazırlamak için standart bileşim aşağıdakilerden oluşur:
- çimentonun bir kısmı;
- dokuz parça cüruf;
- Çimento miktarının %50'si sudur.
Kül blokları yapmak için başka bir seçenek şunları kullanmayı içerir:
- dört parça ince eleme;
- dört kısım granit cürufu;
- bir kısım çimentoya %50 su.
Kül bloklarının üretimi - iş için genel gereksinimler
Yüksek kaliteli bir cüruf bloğu yapmak için aşağıdaki kurallara uymalısınız:
- karışımın tam tarifini ve bileşimini bilmek;
- kül blokları yapma teknolojisini takip edin;
- Yeterli profesyonel donanıma sahip olmak.

Ek olarak, evde yapılan yüksek kaliteli cüruf bloğunun anahtarı, kaba kum, yüksek fırın cürufu ve minimum 400 dereceli yüksek kaliteli çimento kullanılmasıdır. Ayrıca, tuğla presi de dahil olmak üzere özel ekipman gereklidir. .
Dolgu maddesi olarak kullanılan yanmış kömür cüruf üretimi için mükemmeldir. Cüruf bloklarının üretimi için önemli gereksinimlerden biri, bitmiş ürünün simetrik ve hatta geometrik şekline uygunluktur. Bitmiş bir binanın inşası için gereken harç miktarı, kül bloğundaki düzensizliklerin ve kusurların sayısına bağlı olduğundan. Bu kusurun ortaya çıkmasını önlemek için kalıbın üstüne ve hatta daha fazla doldurulması gerekir, çünkü titreşim yapıldığında bitmiş karışım sıkıştırılır ve boyutu küçültülür.
Titreşim formu her seferinde 6-15 saniye aralıklarla açılır. Daha sonra titreşim durdurulur ve bitmiş ürün değerlendirilir. Çözüm matrisin en dış çizgisinin altındaysa üzerine bir basınç kapağı takılır ve titreşim tekrar açılır. Daha sonra kelepçe sınırlayıcıya yaslanır, titreşim kapatılır ve form cihazdan çıkarılır.

DIY kül blokları: üretim talimatları
Kül bloklarını kendiniz yaparken, karışımın bileşimini kül blok makinesinin tipine göre seçmelisiniz. Titreşimin kalitesi doğrudan nihai ürünün özelliklerini belirlediğinden.
Kül blokları yapmak için standart tarifin bir çeşidini sunuyoruz:
- yedi kova cüruf dolgusu;
- iki kova kum;
- iki kova çakıl;
- bir buçuk kova çimento;
- bir buçuk ila üç kova su.
Su miktarının blokların yapısını ve kalitesini etkilediğini lütfen unutmayın. Solüsyon basıldıktan sonra yayılmamalıdır. Bitmiş karışımı yere atarsanız ve aynı zamanda yayılırsa ve yumruğunuzda tekrar bir araya gelirse, bu tür çözüm cüruf blokları yapmak için uygundur.
Bir oda cüruf blokları yapmak için kullanılıyorsa, o zaman düz bir zemine ve iyi havalandırmaya sahip olmalıdır, ancak yine de cüruf bloklarının açık havada yapılması tavsiye edilir.

Kül blokları için ev yapımı makineler, bu malzemenin aşağıdaki talimatlara göre üretilmesini içerir:
1. Çözeltiyi kül blok kalıbına dökün. Titreşimi beş saniye boyunca açın. Çözelti miktarı yetersizse biraz daha karışım ekleyin. Kelepçeyi ayarlayın ve vibratörü tekrar açın. Sıkıştırma cihazı dayanakların üzerindeyken imalat prosesinin tamamlandığı kabul edilir.
2. Titreşimli kalıp 8 saniye daha çalıştırılır ve ardından vibratör kapatılmadan kalıp çıkarılır.
3. Blokların kurutulması dört ile dokuz gün arası bir süre alır. Bir ay sonra tam güce ulaşılır. Depolamaları için ana koşullar yüksek nem ve sıcaklıktır.
4. Blokların tesise taşınması, imalatlarından en az bir gün sonra gerçekleşir. Cüruf bloklarının hazırlanmasına yönelik bileşimde plastikleştirici varsa nakliyesi üretimden altı saat sonra gerçekleşir.
5. Kül blokları piramit şeklinde depolanır. Birkaç ay sonra inşaata uygun hale gelirler.
Beton ve genişletilmiş kil bloklar çok popüler bir yapı malzemesidir. Dayanıklıdırlar ve kullanımı kolaydır. Bu tür blokların kendi kendine oluşturulması, fabrikada üretilen yapı malzemelerinin maliyetine kıyasla üçte bir oranında tasarruf sağlamaya yardımcı olacaktır.
Blok üretimi için titreşimli makineler özel mağazalarda satılmaktadır, ancak bunları kendiniz de yapabilirsiniz. Ayrıca kullanılmış bir fabrika ünitesi de satın alabilirsiniz. Yapı bloklarının üretimine yönelik tüm makinelerin çalışma prensibi titreşimle sıkıştırmaya dayanmaktadır.
Cihazın genel özellikleri
Yapı blokları oluşturmaya yönelik titreşimli bir makinenin klasik düzeni aşağıdaki unsurları içerir:
- Bloğun görünüşünü ve parametrelerini şekillendiren ray.
- Bina karışımının blokların formuna dengeli bir şekilde dağılmasını sağlayan gerçek titreşim mekanizması.
- Ürün oluşturmaya yönelik bir form (veya formlar).
- Tüm yapısal elemanların tutturulduğu metal bir çerçeve.
- Titreşim mekanizmasını harekete geçiren motor.
Titreşimli makinelerin, bir cihaz oluştururken veya seçerken dikkate alınması gereken en önemli teknik özelliklere sahip olduğunu belirtmekte fayda var. Cihazın tipine özellikle dikkat edilmelidir. Otomatik veya mekanik olarak çalıştırılabilir. Motor gücü de önemli bir rol oynar. Motor seçerken 250 W civarında bir güç değerine odaklanılması tavsiye edilir.
Gelecekteki üretim koşullarına bağlı olarak makinenin boyutlarına dikkat etmelisiniz. Ek olarak, blok üretimi için gerekli hacimleri dikkate alarak cihazı seçmeye değer. Uzun bir süreye ve yüksek maliyete mal olacaksanız, yüksek performanslı bir cihaza ihtiyacınız var.
Titreşim makinelerinin sınıflandırılması
Tasarım özelliklerine bağlı olarak, bu tür cihazların birkaç türü vardır:
- Üretim süreci yönetiminin doğasının arkasında. Blok yapım makineleri el ve ayak kullanılarak kontrol edilebilir. Ayakla kontrol edilen cihazların manuel muadillerine göre çok daha fazla ürün üretmenize olanak sağladığını belirtmekte fayda var. İkincisi, ev ihtiyaçları için - kulübede, küçük inşaat işleri için - faydalı olacaktır. Ayak kontrollü makineler duvar blokları veya kaldırım levhalarının üretiminde kullanılmaktadır. Bu tür cihazlar sıklıkla ticari amaçlarla bile kullanılır.
- Üretilen ürünlerin niteliği. Makineler, farklı şekillerde boşluklara sahip, bölmeli veya katı bloklar üretebilir. Ayrıca cihazlar kullanılan dolgu türüne göre de farklılık göstermektedir. Cihaz ne kadar pahalı olursa, üzerinde o kadar farklı türde ürünler üretilebilir. En bütçe seçenekleri 1-2 çeşit blok oluşturmanıza olanak sağlar.
- Üretim hacimlerine göre. Cihazın uygulama kapsamını belirleyen oldukça önemli bir gösterge. Titreşimli makinelerin ucuz versiyonları tek seferde bir blok yapar, ancak fiyat aralığı daha yüksek olan cihazlar tek seferde 2-3 blok yapmanıza olanak sağlar. Uzmanlar, en uygun cihazların aynı anda 2 blok oluşturabilen cihazlar olduğunu belirtiyor. Böyle bir makinenin yüksek kalitede çalışması için ortalama güce sahip bir motor yeterlidir.
Bu tür cihazların maliyeti ne kadar?
Blok üretimine yönelik titreşimli makinelerin fiyatı birçok faktör tarafından belirlenmektedir. Şirket ve menşe ülkesi önemli bir rol oynamaktadır. Teknik özellikler aynı zamanda bu tür cihazların maliyetini de önemli ölçüde etkiler. Güçlü bir motor, üretilen ürünlerin hacmi ve tasarımların güvenilirliği, cihazın nihai fiyatının belirlenmesinde aynı derecede önemli bir rol oynamaktadır.
Modern pazar, farklı üreticilere ait ve farklı fiyat kategorilerinde, çeşitli özelliklere sahip çok çeşitli titreşimli makineler sunmaktadır. Tek seferde bir blok üretebilen popüler makinelerin maliyeti 10-15 bin ruble civarında.
Çoğu zaman, bir cihazın fiyatı performansına bağlı olarak artar. İki ürün için tasarlanan titreşimli makineler alıcıya 15-20 bin rubleye mal olacak. Tek seferde 3 blok üreten profesyonel makinelerin maliyeti 21 bin ruble ve üzeridir.
Mekanize ve otomatik makineler fiyat bakımından büyük farklılıklar gösterir. Tam otomatik cihazlar çok daha pahalıya mal olacak, ancak her zaman güvenilir değiller. Otomasyon seviyesinin yanı sıra makinenin üreticisine de mutlaka dikkat etmelisiniz.
Cihazlar üretim kapasitelerine göre de fiyat kategorilerine ayrılabilir:
- 25 – 30 blok/saat – 9 ila 15 bin ruble.
- 40 – 50 blok/saat – 18 ila 20 bin ruble.
- 80 – 100 blok/saat – 25 ila 30 bin ruble.
- 140-150 blok/saat – 50 ila 60 bin ruble.
DIY titreşim makinesi
Yukarıda listelenen faktörler ve yeni titreşimli makinelerin fiyat aralığı göz önüne alındığında, ustaların bu tür cihazları uzun süredir kendi elleriyle ve evlerinde yaratmaları şaşırtıcı değildir.
Yeni bir cihaz satın almak mümkün değilse ve kendiniz yapma fırsatı veya zamanı yoksa, halihazırda kullanılmış makineler için pazarı analiz etmenizi öneririz. Bu durumda kalitelerine ve çalışma potansiyellerine özellikle dikkat edilmelidir. Cihazın tipine ve hizmet ömrüne bağlı olarak böyle bir makinenin fiyatı 3 ila 10 bin ruble arasında değişebilir.
Hala yapı taşlarını kendiniz yapmak için titreşimli bir makine yapmaya kararlıysanız, size en gerekli önerileri sunacağız. Evde böyle bir cihaz yaratmanın ciddi bir sebat gerektirdiğini, ancak çok fazla kaynak gerektirmediğini belirtmekte fayda var. Her sahibi, titreşimli bir makinenin üretimi için gerekli olan büyük miktarda malzemeye sahip olacak ve geri kalan her şeyin satın alınması gerekecek.

Her durumda, kendi ellerinizle yapılan bir cihaz, fabrika cihazından çok daha ucuza mal olacak ve üzerinde yapılan bloklar, finansal kaynaklarınızdan önemli ölçüde tasarruf sağlayacaktır. Aşağıdaki talimatları izleyerek kendiniz yüksek kaliteli bir makine yapabilirsiniz:
- Bir öğütücü kullanarak metal bir levha kesin (kalınlık en az 2 mm). Bu, daha sonra tabanı olmayan bir kutuya katlayabileceğiniz şekilde yapılmalıdır.
- Kutunun alt kenarı boyunca şok emici kesimler yapmak gereklidir. Kutunun son kaynağından önce katlayın ve tüm parçaların eşit şekilde konumlandırıldığını kontrol edin. Kaynak yaptıktan sonra kutuya iki tutamak takın. Bir profilden yapılabilirler. Bu çözüm, ürünü "çalkaladıktan" sonra bile eşit bloklar oluşturmaya yardımcı olacaktır.
- Çimento harcı kutunun alt kısmında kaynaklı bir çelik profil parçası ile tutulmalıdır.
- Bundan sonra çözeltinin döküleceği kutuya özel bir kap (tepsi) kaynak yapılmalıdır.
- Titreşim ünitesini ve motoru monte etmek için köşeleri kutuya kaynaklayın.
- Vibratöre, blok solüsyonlu kaba göre istenilen pozisyonda tutulacağı özel tutucular takın.
- Motoru bağlayın. Bunu yapmak için biraz elektrik bilgisine ihtiyacınız olacak. Motorun doğru montajı konusunda emin değilseniz bu konuda daha bilgili bir arkadaşınızdan yardım almanız daha doğru olacaktır.
Motor işlevi, bir çamaşır makinesinin motoruyla başarıyla gerçekleştirilebilir. Palet ile özel bir platform üzerine monte edilebilir. Cihazınız zor inşaat koşullarında kullanılacaksa, çalışmasını büyük ölçüde kolaylaştıracak hareketli bir platform takmak en iyisidir.
Video: blok üretimi için titreşimli makine.
Kendi titreşimli makinenizdeki ilk bloklar çok dikkatli yapılmalıdır. Tüm parçaların (özellikle titreşim ünitesinin) sıkı oturmasına dikkat edin. Cihazın ilk kez açılması 5-10 saniyeden fazla sürmemelidir. Bundan sonra, bloğun kenarları sıradan bir spatula kullanılarak düzleştirilir ve bir çıta ile bastırılarak aparat, son olarak bloğu oluşturmak için yeniden etkinleştirilir.
Bitmiş ürün sabunlu suyla ıslatılmış kauçuk bir yüzeye yerleştirilmelidir. Bu durumda blok düz olacak ve bu da onunla şantiyede çalışmayı büyük ölçüde kolaylaştıracak. Üretimden sonra 10-15 gün boyunca iyice kurutulmalıdır. Tam kuruma süresi üretim için kullanılan çözeltiye bağlıdır.
Kül blok en popüler yapı malzemelerinden biridir. Beton harcından vibrokompresyon yöntemi kullanılarak yapılır. Kül bloklarından barakalardan ve garajlardan konut binalarına kadar çok çeşitli binalar inşa ediliyor.
Kül bloklarından bir şey inşa etmeyi mi planlıyorsunuz? Onları kendin yap! Bu beton blokların üretim teknolojisinde karmaşık hiçbir şey yoktur. Çalıştırma prosedürünü iyice anlamanız, temel gereksinimleri öğrenmeniz ve tarifi takip etmeniz gerekir.


Kül bloğunun boyutları standartlaştırılmıştır - 188 x 190 x 390 mm. Her bloğun delikleri vardır. Genellikle 3 tane vardır.Yapı elemanlarının üretimi için M400'den düşük olmayan çimento, yüksek fırın cürufu ve kaba kum karışımı kullanılır. Ek dolgu maddeleri ve plastikleştiriciler sıklıkla eklenir.
Kalıpları kullanarak manuel olarak veya titreşimli sıkıştırma işlevine sahip ekipmanı kullanarak bloklar oluşturabilirsiniz.
Ortalama olarak bir torba çimento 36 blok yapmaya yeterlidir. Tasarruf açıktır.
Kül bloğu doğru geometriye sahip olmalıdır. Küçük düzensizlikler bile duvar işçiliğinin kalitesinde bozulmaya yol açacaktır. Eşit bloklar elde etmek için kalıpların sadece ağzına kadar değil, aynı zamanda hafif bir tümsek ile doldurulması gerekir, çünkü... Titreşim sırasında beton hafifçe sallanacak ve çökecektir.
Farklı yapı taşı türlerinin fiyatları
Yapı taşları
Çözüm nasıl hazırlanır?
Kül blokları yapmak için evrensel bir çözüm bileşimi yoktur - her ustanın kendine özgü tarifi vardır. Genel olarak cüruf bileşiminin özelliklerine odaklanmanız gerekir.
| Bileşenler | Hacim, l, blok başına | Kurutulmuş bloğun basınç dayanımı, kg/cm2 | Bitmiş bloğun donma direnci, döngüler | Bitmiş cüruf bloğunun ısı iletkenlik katsayısı |
|---|---|---|---|---|
| 8 mm'ye kadar cüruf | 10 | 30-40 | 30 | 0.35-0,4 |
| 3 mm'ye kadar zımparalayın | 1,8 | |||
| Çimento | 2,75 | |||
| su | 1,5 |
Standart bir “fabrika” tarifi var, onu rehber olarak kullanabilirsiniz. Oranlar aşağıdaki gibidir:
- cüruf – 7 kısım;
- kum - 2 kısım;
- çimento - 1,5 parça;
- su – 1,5-3 kısım. Gerekli su miktarının belirlenmesiyle ilgili daha fazla ayrıntı aşağıda tartışılacaktır.
Yararlı tavsiye! Daha önce cüruf beton blokların standart boyutları verilmekteydi. Ancak özel binalar için 400x200x200 mm ölçülerindeki ürünlerin kullanılması daha uygundur.
Cürufun yanı sıra, bu tür blokların bileşimi kül, talaş, alçı taşı, kırık tuğlalar, kömür yanma ürünleri, çakıl ve diğer benzer malzemeleri içerebilir.

Gerekli su hacmini belirlemeye özellikle dikkat edin. Ürünlerin oluştuktan sonra yayılmaması için çok fazla eklenmesi gerekir.
Basit bir test yapabilirsiniz. Bir avuç dolusu solüsyonu yere veya başka bir yüzeye bırakın. Ufalanmışsa, ancak ellerinizle sıkıldığında tek bir kütle halinde tekrar bir araya geldiyse - tutarlılık optimaldir.
Kül bloklarını elle yapmak
Planlanan inşaat çok büyük değilse bloklar tuğla presi olmadan yapılabilir.
Kalıp yapmak

40x20x20 cm ölçülerinde kalıp montajını yapıyoruz, dilerseniz ölçülerini kendi zevkinize göre ayarlayabilirsiniz. Kalıbı yapmak için metal levhalar veya ahşap tahtalar kullanıyoruz.
Tasarım son derece basittir: alt ve yan duvarlar. Bloğun seçilen genişliğini ve uzunluğunu dikkate alarak duvarları sabitliyoruz. Formun kenarlarının yüksekliği aynı zamanda yapı elemanlarının planlanan yüksekliğine de uygun olmalıdır.
Yararlı tavsiye! Bir seferde 4-6 blok yapmak için hücreli kalıplar yapabilirsiniz - çok kullanışlıdır. Sadece dış kenarların uzunluğunu ve genişliğini arttırmanız ve aralarına bölmeler takmanız yeterlidir.
Boş cam şişeler hazırlayın. Bunları bloklarda boşluk oluşturmak için kullanacaksınız.

Blokları doldurma
Çözeltiyi ağzına kadar kalıba eşit şekilde dökün.

Şişeleri boynu yukarı bakacak şekilde dökülen karışımın içine yerleştirin. Fazla harcı temizleyerek dolgunun yüzeyini düzleştiriyoruz.

Yaklaşık 5 saat bekleyip şişeleri çıkarıyoruz. Kül bloklarını bir gün kalıplarda bırakıyoruz, ardından dikkatlice çıkarıp yatay bir yüzeye istifler halinde diziyoruz.
Blokları bir ay kurumaya bırakıyoruz. Ancak belirtilen süreden sonra malzeme inşaat için kullanılabilir.

Yararlı tavsiye! Kurutma sırasında blokları plastik ambalajla örtün. Ürünlerin sıcakta çatlamasını önleyecek ve yağmur durumunda ıslanmasını önleyecektir.
Bir makinede kül blokları yapmak

Makine, iş verimliliğini önemli ölçüde artırmanıza olanak tanır. Ekipman oldukça basit bir tasarıma sahiptir.

Makinenin montajı
Ev yapımı titreşimli sıkıştırma makinesinin ana elemanı cüruf beton harcı için bir kalıptır (matris). Tasarımı gereği bu form, boşluk şeklinde iç elemanlara sahip metal bir kutudur. Boşluk durdurucuları da çıkarılabilir.

İş için ayarla aşağıdaki malzemeleri ve araçları içerir:

İlk adım. Gelecek blokların büyüklüğüne göre kalıp yapıyoruz. Matrisin yan yüzlerini çelik sacdan kesiyoruz. Aynı anda 2 blokluk form yapacağız. Bunu yapmak için iç orta bölmeyi çelikten kesip kutuya sabitliyoruz.
İkinci adım. Boşlukları süslemek için elemanların yüksekliğini belirliyoruz.
Önemli! Teknolojiye uygun olarak boşlukların yüksekliği alt duvar kalınlığı 3 cm olacak şekilde olmalıdır.
Üçüncü adım. Boşluk oluşturmak için sınırlama silindirlerinin uzunluğu boyunca 6 adet boru kesiyoruz.
Dördüncü adım. Borulara konik bir şekil veriyoruz. Bunu yapmak için her boru parçasını uzunlamasına ortadan kesip bir mengene ile sıkıştırıp bir kaynak makinesi kullanarak birleştiriyoruz. her koni her iki kenarda.
Beşinci adım. Durakları kül bloğunun uzun kenarı boyunca arka arkaya bağlarız. Sıranın kenarlarına, gözlerle sabitlemek için delikli 3 santimetre kalınlığında bir plaka ekliyoruz.
Altıncı adım. Bu tür bölmelerin her birinin ortasında bir kesim yapıyoruz. Formun arka tarafına pabuçlar kaynak yapıyoruz. Boşluklar oluşturmak için elemanların geçici olarak sabitlenmesine izin verecekler. Çok uygun bir çözüm - silindirleri çıkarmak ve monolitik bloklar yapmak mümkün olacak.
 Kompakt cüruf blok makinesi (üstüne bastırın)
Kompakt cüruf blok makinesi (üstüne bastırın) 

Yedinci adım. Enine duvarlardan birinin dışına, titreşim motorunun montaj delikleri için 4 cıvata kaynak yapıyoruz.
Sekizinci adım. Kaynak kullanarak yükleme tarafına bir apron ve kenarlara bıçaklar takıyoruz.
Dokuzuncu adım. Tüm yapısal elemanları boyama için hazırlıyoruz - temizliyoruz ve iyice parlatıyoruz.
Onuncu adım. Basın yapıyoruz. Bloktaki deliklerin konumunu tekrarlayan delikli bir plaka gibi görünecektir.
Önemli! Plakadaki deliklerin çapı, bloktaki girintiler için aynı parametreyi yaklaşık 0,5 cm aşmalıdır.
Plakayı bu ebatta yapıp, sınırlayıcıların takıldığı yerde kutunun derinliklerine 5-7 cm kadar girebilecek şekilde sabitliyoruz.
Son olarak geriye kalan tek şey kulpları prese kaynaklamak, yapıyı astar karışımıyla kaplamak ve titreşim motorunu monte etmektir.
Sıradan bir elektrik motoru uygun bir titreşim motoruna dönüştürülebilir. Bunu yapmak için eksantrikleri motor millerine kaynaklamak gerekir. Çok fazla uğraşmayacağız - sadece cıvataları eksenleri çakışacak şekilde kaynaklayacağız. Titreşimin frekansını ve gücünü düzenlemek için somunları kaynaklı cıvatalara vidalayın.




Kül blok makineleri fiyatları
Kül blok makinesi
Blok yapma
Solüsyonun hazırlanmasına yönelik öneriler yukarıda verilmiştir. Standart tarifi kullanabilir veya kendi takdirinize göre değiştirebilirsiniz. Önemli olan optimum viskoziteyi elde etmektir. "Gözle" belirlenebilir - karışım yığını şeklini sabit tutmalıdır.
Karışımı yüklemeden önce temas eden metal yüzeyleri yağla yağlayın. Bu sayede çözüm demire yapışmayacaktır.
Bitmiş karışımı matrisin içine yerleştirip preslemeye başlıyoruz.
Doldurulmuş formları titreşimli bir plaka üzerine yerleştirin ve çözeltinin 5-15 saniye boyunca sıkışmasını sağlayın. Belirtilen süreden sonra kalıba daha fazla çözelti ekleyin çünkü önceden yüklenenler kaçınılmaz olarak yerleşecektir.
İşlemi tekrarlıyoruz ancak bu sefer kelepçe sınırlayıcılara ulaşana kadar titreşimli plakayı kapatmıyoruz. Makine durana kadar kalıbı çıkarıyoruz.

Bloklara ilk kuruması için 1-3 gün süre veriyoruz, bloklardan dikkatlice çıkarıyoruz, düz yatay bir yüzeye yerleştirip plastik ambalajla kapatıyoruz. Malzeme, en geç bir ay sonra amaçlanan amaç için kullanılabilir.

İyi şanlar!
Video - Kendi ellerinizle kül blokları yapmak

