Sztárhírek












Program rönkvágáshoz szalagfűrésztelepeken. Rönkvágási módszerek szalagfűrésztelepen. A fafeldolgozás jellemzői
Az erdei fűrészelés olyan műveletek ciklusa, amelyek különféle technológiát alkalmaznak, és amelyek célja, hogy fűrészárut nyerjenek ki a megfelelő körfából. további felhasználás Az eljárás időtartama és munkaintenzitása a körfa feldolgozásának választott módszerétől, valamint az évszaktól függ.
Eszközök és felszerelés
A termeléshez törzseket és nagy ágakat használnak. Az összes anyagot a kéreg vastagsága és jelenléte szerint csoportokra osztják. A fafeldolgozó vállalkozásoknak gyakran vannak műhelyei a betakarítási hely közelében, amelyekben a fa kezdeti feldolgozására szolgáló gépeket telepítik.

Fa kézi hántolása
A kéregtelenítésen át nem ment fa felhasználható padlónak vagy mint gerincgerenda a megfelelő belső térben, vagy az építés során tartóeszközként.

Erdők ipari kéregtelenítése
Ha egy másik lehetőséget terveznek a fa felhasználására, akkor fűrészelésre kerül sor, ami a következő szegmenseket eredményezi:
- szélezetlen és félszegélyes (durva anyag, amelyből a padló, a falak vagy a mennyezet alapjait rögzítik);
- szélezett (padló befejezésére szolgál).
A vágást egy mobil szervezet végezheti, amely minden szükséges eszköz.

Favágás térkép
Az anyag ésszerű felhasználását a vágási térkép betartása biztosítja. Ez lehetővé teszi a pazarlásból eredő költségek csökkentését, amelynek százalékát a kártya jelentősen csökkentheti. Az alkalmazott erdészeti feldolgozó berendezések szerszámai és típusai a kész fűrészáru mennyiségétől, kívánt minőségétől és méretétől függenek.

A leggyakrabban használt körfűrész és különféle gépek:
- körlevél esedékes körfűrész lehetővé teszi a precíz vágásokat különböző irányokban. Alkalmas professzionális és otthoni használatra, jól megbirkózik az átlag feletti kerek fa átmérővel;
- láncfűrész;
- gépek tiszta kéregeltávolításhoz;
- a szalagfűrésztelepen történő fűrészelés lehetővé teszi a sűrű rönkök feldolgozását; ez a legnépszerűbb, mivel a kimenet kiváló minőségű anyag és kis mennyiségű hulladék;
- tárcsás gép: kétélű fa gyártása és nem szélű deszkák;
- a keretes fűrésztelep nem igényel alapot, az azt használó technológia lehetővé teszi a berendezés felszerelését a vágási terület közvetlen közelében;
- finom méter feldolgozva univerzális gépek, a kimenet kiváló minőségű építőanyagokat állít elő még alacsony minőségű rönkökből is;
- körfa fűrészelését egy nagy fafeldolgozó vállalkozásnál kell elvégezni a legnagyobb számban fűrészáru, amely különleges minőségében és pontos méreteiben különbözik a többitől. Ebből a célból speciális vezetékeket szerelnek fel a fűrészeléshez.
A fűrésztelepen a fűrészárut és a szélezett deszkákat legfeljebb 7 m hosszú és 15-80 cm átmérőjű rönkök hosszirányú vágásával állítják elő. Egy körfűrész egy vagy több lemezzel, folyamattal rendelkezik különböző átmérőjű erdőket mennyiségük szerint.

Ha kis mennyiségű fát kell otthon feldolgoznia, használhat egy hagyományos láncfűrészt.
Favágás
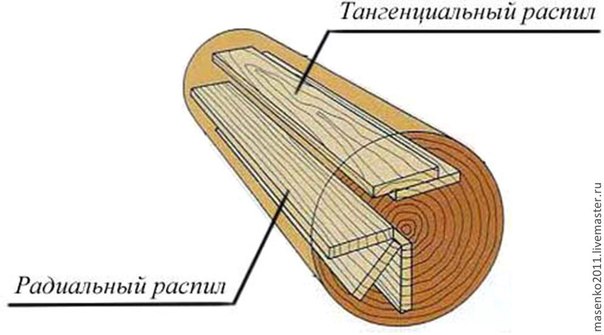
A szerszám kiválasztása előtt el kell döntenie a vágás típusát, a rönk éves gyűrűire összpontosítva. Több típusa van:
- radiális (a sugár mentén);
- érintőleges (a vágás egy sugárral párhuzamos, és érinti az évgyűrűket);
- a szálak párhuzamosan helyezkednek el a végrehajtott vágással.
A vágási módszerek közül az adott esetre legmegfelelőbbet választják ki:
- Kacsázik. A fa ilyen módon történő fűrészelését kis törzsvastagságú lombhullató fák esetében végzik, és a legegyszerűbb feldolgozásnak tekinthető. Kimenet: szélezetlen elemek és födémek.
- Ha van másik erdőfeldolgozó gépe, akkor az anyag akár 65%-át is le lehet vágni egyforma szélességű szélezett deszkák előállításához. Először a kétélű fűrészárut és az oldalsó deszkákat levágják, majd bizonyos mennyiségű élezett fűrészárut nyernek ki a fából.
- Specifikusabb módszerek a szektor- és szegmensfűrészelés. Az elemek száma az első módszerben 4 és 8 között változik, és a törzs vastagságától függ. A felosztás után az egyes szektorokból érintőleges vagy sugárirányú vonal mentén elemeket vágnak ki. A második módszer azzal kezdődik, hogy a fa a központi részből kerül ki, és az oldalsó szegmensekből tangenciális irányban deszkákat vágnak ki.
- A fa egyedi vágásához a körkörös módszer alkalmas. Alapja, hogy minden egyes fűrészelt deszka után a rönköt a hosszanti vonal mentén 90°-kal elfordítják. Ez lehetővé teszi a fa minőségének nyomon követését és a törzs érintett területeinek azonnali eltávolítását.
Kézi munka: láncfűrésszel
Több törzs otthoni vágásához nem tanácsos olyan szerszámot vásárolni, amelynek költsége többszöröse az árnak elkészült termékek. Ha rendelkezik a szükséges szakértelemmel, akkor hatékonyabb és olcsóbb az egészet elvégezni szükséges munkát hagyományos láncfűrész, vagy elektromos árammal működő láncos berendezés. Természetesen az ilyen munka sokkal több fizikai erőfeszítést és időt igényel, de a probléma költsége jelentősen csökken.
Dolgozni valakinek kerti telek megköveteli a gyümölcsfák metszését, és lehetővé válik az anyag további előállítása is melléképületek, anélkül, hogy igénybe venné a szakemberek szolgáltatásait, így minden körültekintő tulajdonos szívesebben vásárol láncfűrészt. Leggyakrabban tűlevelű fát takarítanak ki otthonra, és ez az eszköz kiválóan vág neki. Az egyenes törzseknek köszönhetően könnyebben kijelölhetők a vágási vonalak, ami növeli a munka sebességét. A szakemberek egyébként leggyakrabban láncfűrészt használnak, mivel az erősebb, mint az elektromos, és bárhol használható, függetlenül attól, hogy a vágás vagy a vágás helyén van-e áramforrás.

Ahhoz, hogy láncfűrészt rönkök vágására használhasson, szüksége lesz egy eszközre, például egy fűrésztartozékra, valamint vágásvezetőkre és törzs rögzítőelemeire. A keret alakú rögzítés a szerszámhoz van rögzítve, így továbbra is beállítható a lánc és maga a keret közötti távolság. Ez azért történik, hogy lehetővé váljon különböző vastagságú kész fűrészáru előállítása. Vezető szerephez akár egy kívánt hosszúságú profilt, akár egy kellő merevségű lapos fa deszkát vehet fel. A szerszámhoz egy speciális láncot választanak ki, amelyet a törzs hosszirányú vágására terveztek. Különbsége a többitől a bizonyos szögben kihegyezett fogakban rejlik.

A munka megkezdése előtt nem csak az összes szükséges eszközt elő kell készítenie. Függetlenül attól, hogy famegmunkáló gépet vagy kézi eszközt szánnak a törzs feldolgozására, az első dolog, amit meg kell tennie, hogy megismerje a vágási térképet. Ez a hulladék százalékos arányának minimalizálása és a hasznos termékek hozamának növelése érdekében történik.
Az első dolog, ami miatt aggódnia kell a hosszirányú vágás során, az a kész táblák egyenletes sűrűsége. Ehhez egy hozzáértő fűrészes vezeti a szerszámot keleti oldal rönk nyugatra, ill ellentétes irány. Ezt elmagyarázzák nagyobb sűrűségűészaki részén kerek faanyag, mint a déli részén.
Ezután láncfűrésszel távolítsa el a födémet mindkét oldalról, hogy kétélű gerendát kapjon. Ezt viszont a munka elején választott vágási mintának megfelelően fűrészeljük. A megoldás egy szélezetlen tábla. Ha a törzsben bizonyos százalékos hibák vannak, akkor körkörös vágás lehetséges, ha a törzs derékszögben vagy 180°-ban elfordul.
Kész anyag mennyisége, vágási ár
Kijárat hasznos anyag a tűlevelű és lombhullató fajoktól százalékban különbözik. -ból nyert fűrészáruhoz tűlevelű fák, a következő mutatók jellemzőek:
- feltéve, hogy a műveletet szakember végzi és körfűrésztelepet használnak, a kész faanyag százalékos aránya a legmagasabb (80-85%);
- a gépekkel előállított élezett anyag átlagosan 55-70%;
- Láncfűrésszel együtt használva a szélezetlen deszka akár 30% hulladékot hagy maga után.
A számadatokat a kész selejtezett faanyag figyelembevétele nélkül adjuk meg, amelynek mennyisége elérheti a 30%-ot. Az ilyen anyagokat azonban olyan termékekhez használják, amelyek bizonyos hibákat tesznek lehetővé.

A lombhullató körfa a kész szélezetlen faanyag 60%-át és a szélezett faanyag mintegy 40%-át állítja elő. Ez a kerek fa kezdeti görbületével magyarázható. Lehetőség van a megtermelt termékek mennyiségének növelésére: ehhez különféle típusú erdőfeldolgozó gépekre lesz szükség. Egy bizonyos típusú készülék 10-20%-kal növelheti a fűrészáru mennyiségét. Egy kocka fűrészáruhoz körülbelül 10 kocka lombhullató körfára lesz szüksége. A kiegészítő berendezések beszerelésének költsége a kész faanyag költségéből térül meg. A speciális vonalak nagyobb hangerőt biztosítanak, de használatuk csak akkor javasolt nagy telek. A fa fűrészelésének átlagos ára egy normál fűrésztelepen körülbelül 150-180 rubel / köbméter tábla.
Fűrészelés térkép
A fűrészelési térkép egy rönkből származó kész fűrészáru optimális mennyiségének kiszámítása. Kiszámolhatja saját maga minden egyes rönkátmérőre, vagy használhatja számítógépes program, ami nagyban megkönnyíti a számítást, és az ára meglehetősen kedvező.

Vagy a forrás lehet egy rendes fűrészüzemi kézikönyv. Az eredmény egy táblázat, amely alapul szolgál. A fűrészüzemi tartozékot mindig az adataihoz kell igazítani, hogy bármilyen fafajtából több fűrészárut nyerjen.
Új látogató
Regisztrált látogató
A rönkvágó programok funkcióinak részletes leírása. Olyan asszisztenst ajánlunk Önnek, aki 10-15%-kal növeli a fahozamot, és 500-700%-kal felgyorsítja a vágólapok elkészítésének folyamatát.

Pi2 program rönkök azonos szélességű és vastagságú deszkára vágására.
A Pi2 futtatása a következő eredményt adja:1. Technológiai térképek rönkvágáshoz.
2. A fűrészelés termelékenységének növelése 10-15%-kal.
3. A termelékenység és a vágásminőség emberi tényezőtől való függésének csökkentése.
Lehetséges „fordított” számítás: a felhasználó csak a tábla méreteit adja meg, és a program javasolja (kiszámolja) a tábla előállításához szükséges minimális rönk méretét. A rönköket a táblák mérete alapján rendezheti.
A legjobb vágás (legmagasabb hozam) kiválasztásához végezzen sok számítást. A számítási jelentés Excelben jelenik meg. Kényelmes az adatok importálása a könyvelési rendszerébe.
Pitago (Pitago) - egy intelligens segédmérnök...
Az enyhülési pont* az a távolság méterben a rönk vastag végétől, ahonnan kiindulva a rönkök konvergenciája következtében a vékony vég irányába csökkenés jelenik meg.
Pitago – teljesen online megoldás, bármilyen eszközön használhatja, beleértve Mobiltelefonokés tabletták.
A rönk szalagfűrésztelepen történő feldolgozásához be kell tartani az elfogadott technológiát. Így a maximális összeget kaphatja meg minőségi anyagok- deszka és fa. De először meg kell ismerkednie az alapvető vágási szabályokkal.
A favágás fajtái
Az első szakaszban egy kocsit alakítanak ki egy rönkből. Ehhez mindkét oldalán vágásokat készítenek. Egyes esetekben a feldolgozás négy oldalon történik. Először elkészítik a munkadarab szalagvágásának térképét, amelyen feltüntetik az alkatrészek méreteit.
A séma kiválasztásánál a meghatározó paraméter a napló feldolgozásának iránya. Különösen a vágóél mozgása az évgyűrűkhöz képest. Ennek megfelelően különböző minőségű fűrészáru alakul ki, egyedi kinézet. Nemcsak esztétikai tulajdonságaik, hanem ára is függ ettől.
A következő típusú vágásokat különböztetjük meg:
- érintő. A vágást érintőlegesen az évgyűrűkhöz. Ennek eredményeként hosszúkás minták képződnek ívek és gyűrűk formájában a felületen;
- sugárirányú. Ennek végrehajtásához az évgyűrűk mentén merőleges feldolgozás szükséges. Különlegesség az egységes minta;
- átlós. A feldolgozás a szálakon keresztül történik, a vágási mintázat az évgyűrűk egyenletes vágása;
- falusias. Bármilyen szögben elkészíthető, bizonyos számú csomót, szijácsot vagy más hasonló hibákat tartalmaz.
A fafeldolgozó ipar gyakran használ hulladékot szalagfűrészelés rönk - födém. Az egyik oldalon lapos sík található, a másik pedig feldolgozatlan.
A legpontosabb vágás érdekében ajánlott használni speciális programok. Nem csak a méreteket veszik figyelembe forrás anyag, hanem a fa fajtája is.
Fűrészelés fűrésztelepen 180°-os rönkforgatással
A táblák maximális számának kialakításához olyan technológia alkalmazása javasolt, amelyben egyes szalagmegmunkálási folyamatokat 180°-kal elforgatnak. Ez lehetővé teszi a maximális mennyiségű fűrészáru elérését különféle típusok vágások.
A feldolgozás elve a kezdeti vágások a rönk szélei mentén, amelyek egymáshoz képest 90°-os szöget zárnak be. Ezek szolgálnak majd a további szalagvágás alapjául. A munkát a vágóelemek függőleges elrendezésével rendelkező berendezéseken végzik. A törzs átmérőjének legalább 26 centiméternek kell lennie.
Munkavégzés lépésről lépésre.
- A levágott éllel ellátott oldal feldolgozása. Az eredmény két tábla.
- Forgassa el a munkadarabot 90°-kal. A vágás az ellenkező részből készül. A termékek száma 3 és 4 között változik.
- Ismételt 90°-os elforgatás. A forrásanyag nagy részét feldolgozzák. Attól függően, hogy mit tervez, 7-8 darabot kaphat.
Mindenem ellenére pozitív tulajdonságok, ennek a módszernek van egy jelentős hátránya - az alacsony gyártási sebesség. Használata olyan berendezésen javasolt, amely rendelkezik egy blokkal, amely automatikusan megváltoztatja a rönk helyzetét a gép vágórészéhez képest.
A részletes diagramot leggyakrabban rusztikus táblák gyártásához használják, amelyek alacsonyabb minőségi követelményekkel rendelkeznek.
Fűrészelés fűrésztelepen 90°-os rönkforgatással

A tangenciális és radiális táblák gyártásához más technikát javasolt alkalmazni. A rönkök szisztematikus szalagfeldolgozásából és a hibák egyidejű elemzéséből áll. Ily módon a kívánt minőségű termékekhez lehet hozzájutni.
A kivágás után a munkadarabot az előtolóágyra helyezzük fűrészgép. Ezután a következő lépéseket kell végrehajtania.
- Az elsődleges födém eltávolítása. Ezt addig kell elvégezni, amíg az alap szélessége 110-115 mm nem lesz.
- Kb. 28 mm vastag szélezetlen deszkák eltávolítása.
- Ha a felületen lévő hibák száma meghaladja a szükséges szintet, az anyagot 90°-kal elforgatják. Ha a tábla minősége kellően jó, a következőt vágják.
- A művelet megismétlése.
Hasonló technika alkalmazható olyan feldolgozóegységeknél is, amelyeknek egy vágófelülete van, vagy amelyek a többit ideiglenesen szétszerelik.
Ha kellően sok hiba van, akkor a munkadarabot nem lehet félretenni, hanem 180°-os elfordítással megmunkálni.
A fent leírt szalagfeldolgozási technika bármilyen konfiguráció létrehozására alkalmazható fából készült termékek. Gyakran a mag területét faanyag készítésére, a fennmaradó részeket pedig deszkák készítésére használják. De lehetnek kivételek - minden a nyersdarabok kívánt alakjától függ.
A munka minőségét befolyásolja a fűrésztelep jelenlegi állapota, a fűrészek élezési szintje és a feldolgozási sebesség. Ezeket a tényezőket a gyártási folyamat megkezdése előtt figyelembe kell venni. Szükség esetén a berendezések megelőző karbantartását vagy javítását végzik.
A videó bemutatja a rönkfűrészelés technikáját egy házi készítésű szalagfűrésztelepen:
Optimális rönkvágás kiszámítása Excel segítségével. Minden fűrészüzem számára fontos, hogy minimálisra csökkentse a gyártás során keletkező nyersanyag-pazarlást. Az építési rönkgyártás jövedelmezősége jelentősen függ ettől.
Példa az építési rönk kivágásának kiszámítására Excelben
A rönkvágás kiszámítására szolgáló program hasznos lesz azoknak a kisvállalkozóknak, akik készek saját vállalkozást létrehozni kerek rönkök gyártására és fa építésére.
Bizonyos számú, egyenként 10 méter hosszú rönköt kivágásra küldenek. A fűrészüzem fa alapanyag szállítására kötött szerződést az alábbi mennyiségben:
- 100 rönk, egyenként 5 méter;
- 200 rönk, egyenként 4 méter;
- 300 rönk, egyenként 3 méter.
Mennyi az optimális rönkszám, amelyet ki kell vágni a szerződéses feltételek teljesítéséhez? Más szóval, hogyan kell táblákat vágni minimális mennyiség termelési hulladék?
A rönkvágás problémájának megoldása
A megoldásmodell összeállításához meg kell határozni az összeset lehetséges opciók egyenként 10 méteres rönkök fűrészelése 3, 4 és 5 méteres szakaszokra, figyelembe véve a hulladék hosszát. Az ilyen számítások eredménye 6 vágási lehetőség azonosítása:
- 2 db 5 m-es gerenda (0 m hulladék).
- 2 gerenda 5m + 4m (1m hulladék).
- 2 gerenda 5m + 3m (2m hulladék).
- 3 gerenda 3m + 3m + 4m (0m hulladék).
- 2 db 4 m-es gerenda (2 m hulladék).
- 3 db 3 m-es gerenda (1 m hulladék).
A feladat feltételeinek megfelelően X i-t az i módszerrel fűrészeljük. Akkor a következő séma lesz helyes:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => perc
Létrehozhat egy ilyen rendszert:
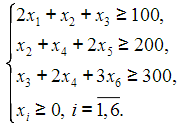
A következő lépés egy Microsoft Excel tábla elkészítése, amely tartalmazza a probléma kezdeti feltételeit.
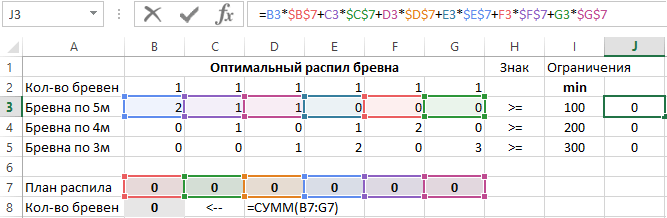
A kényszer bal oldalának és a célfüggvény kiszámításához a megfelelő képleteket vezetjük be. Töltse ki a J3:J5 cellákat a következő képletekkel:
És a B8 cellába írja be a következő képletet: =SZUM(B7:G7).
Ezután töltse ki a „Megoldáskeresés” és a „Megoldáskeresési paraméterek” modulok űrlapját. Ehhez lépjen a B8 cellába, és használja az „ADATOK” - „Elemzés” - „Megoldáskeresés” fülön található eszközt. Ha ez az eszköz nincs ezen a lapon, akkor olvassa el az utasításokat.

