നക്ഷത്ര വാർത്ത












ഞങ്ങൾ ലാൻഡിംഗ് ഗിയർ പുനഃസ്ഥാപിക്കുന്നു. റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള രീതി. ഒരു ബെയറിംഗ് ഫിറ്റ് തിരഞ്ഞെടുക്കുന്നു
തിരഞ്ഞെടുപ്പ് ശരിയായ ലാൻഡിംഗ്, ചുമക്കുന്ന പ്രതലങ്ങളുടെ ആവശ്യമായ വൃത്തിയും ഡൈമൻഷണൽ ടോളറൻസുകളും ഉറപ്പാക്കുന്നത് മെക്കാനിസങ്ങളുടെ ഈടുനിൽക്കുന്നതും വിശ്വാസ്യതയും ഉറപ്പാക്കുന്ന ഒരു പ്രധാന ഘടകമാണ്.
ശരിയായ ലാൻഡിംഗ് - ഏറ്റവും പ്രധാനപ്പെട്ട അവസ്ഥബെയറിംഗുകളുടെ പ്രകടനം.
ബെയറിംഗിൻ്റെ പ്രവർത്തന സവിശേഷതകളെ അടിസ്ഥാനമാക്കി, ഭ്രമണം ചെയ്യുന്ന മോതിരം പിന്തുണയുള്ള ഉപരിതലത്തിലേക്ക് ചലനരഹിതമായി, പിരിമുറുക്കത്തോടെ ഉറപ്പിക്കണം, കൂടാതെ ചലനരഹിത മോതിരം താരതമ്യേന സ്വതന്ത്രമായി കുറഞ്ഞ വിടവുള്ള ദ്വാരത്തിലേക്ക് യോജിക്കണം.

ഇടപെടൽ ഉപയോഗിച്ച് കറങ്ങുന്ന റിംഗ് ഇൻസ്റ്റാൾ ചെയ്യുന്നത് അത് തിരിയുന്നതിൽ നിന്ന് തടയുന്നു, ഇത് പിന്തുണയ്ക്കുന്ന ഉപരിതലം ധരിക്കുന്നതിനും കോൺടാക്റ്റ് നാശത്തിനും ബെയറിംഗുകളുടെ അസന്തുലിതാവസ്ഥയ്ക്കും പിന്തുണയുടെ ജ്വലനത്തിനും അമിത ചൂടാക്കലിനും ഇടയാക്കും. അതിനാൽ, അടിസ്ഥാനപരമായി, ലോഡിന് കീഴിൽ പ്രവർത്തിക്കുന്ന ഒരു ഷാഫ്റ്റിൽ ഒരു ബെയറിംഗ് സ്ഥാപിച്ചിരിക്കുന്നു.
ഒരു നിശ്ചലമായ വളയത്തിന്, ഒരു ചെറിയ വിടവ് പോലും ഉപയോഗപ്രദമാണ്, കൂടാതെ ദിവസത്തിൽ ഒന്നിൽ കൂടുതൽ തവണ തിരിയാനുള്ള കഴിവ് പിന്തുണയ്ക്കുന്ന ഉപരിതലത്തിൻ്റെ വസ്ത്രങ്ങൾ കൂടുതൽ ഏകീകൃതമാക്കുകയും അത് കുറയ്ക്കുകയും ചെയ്യുന്നു.

അടിസ്ഥാന നിബന്ധനകൾ
ബെയറിംഗ് ഫിറ്റുകളെ നിർവചിക്കുന്ന അടിസ്ഥാന നിബന്ധനകളും ആശയങ്ങളും നമുക്ക് സൂക്ഷ്മമായി പരിശോധിക്കാം. ആധുനിക മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് പരസ്പരം മാറ്റാനുള്ള തത്വത്തെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്. ഒരു ഡ്രോയിംഗ് അനുസരിച്ച് നിർമ്മിച്ച ഏത് ഭാഗവും മെക്കാനിസത്തിൽ ഇൻസ്റ്റാൾ ചെയ്യുകയും അതിൻ്റെ പ്രവർത്തനങ്ങൾ നിർവഹിക്കുകയും പരസ്പരം മാറ്റുകയും വേണം.
ഇത് ചെയ്യുന്നതിന്, ഡ്രോയിംഗ് അളവുകൾ മാത്രമല്ല, അവയിൽ നിന്നുള്ള പരമാവധി, കുറഞ്ഞ വ്യതിയാനങ്ങളും നിർണ്ണയിക്കുന്നു, അതായത്, സഹിഷ്ണുത. സഹിഷ്ണുത മൂല്യങ്ങൾ മാനദണ്ഡമാക്കിയിരിക്കുന്നു ഏകീകൃത സംവിധാനംസഹിഷ്ണുതയ്ക്കായി, ESDP ലാൻഡിംഗുകൾ, കൃത്യതയുടെ (ഗുണങ്ങൾ) ഡിഗ്രികൾ കൊണ്ട് ഹരിച്ചിരിക്കുന്നു, പട്ടികകളിൽ നൽകിയിരിക്കുന്നു.

അനുരിവ് മെക്കാനിക്കൽ ഡിസൈനറുടെ ഹാൻഡ്ബുക്കിൻ്റെ ആദ്യ വോള്യത്തിലും GOSTs 25346-89, അതുപോലെ 25347-82 അല്ലെങ്കിൽ 25348-82 എന്നിവയിലും അവ കണ്ടെത്താനാകും.
GOST 25346-89 അനുസരിച്ച്, 20 കൃത്യത ഗ്രേഡുകൾ നിർവചിക്കപ്പെട്ടിട്ടുണ്ട്, എന്നാൽ മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിൽ അവ സാധാരണയായി 6 മുതൽ 16 വരെ ഉപയോഗിക്കുന്നു. മാത്രമല്ല, നിലവാരം കുറഞ്ഞ സംഖ്യ, ഉയർന്ന കൃത്യത. ബോൾ, റോളർ ബെയറിംഗുകളുടെ ലാൻഡിംഗിനായി, 6.7, കുറവ് പലപ്പോഴും 8 യോഗ്യതകൾ പ്രസക്തമാണ്.

ഒരേ യോഗ്യതയ്ക്കുള്ളിൽ, സഹിഷ്ണുതയുടെ വലുപ്പം ഒന്നുതന്നെയാണ്. എന്നാൽ നാമമാത്ര മൂല്യത്തിൽ നിന്നുള്ള വലുപ്പത്തിൻ്റെ മുകളിലും താഴെയുമുള്ള വ്യതിയാനം വ്യത്യസ്തമായി സ്ഥിതിചെയ്യുന്നു, ഷാഫ്റ്റുകളിലും ദ്വാരങ്ങളിലും അവയുടെ കോമ്പിനേഷനുകൾ വ്യത്യസ്ത ഫിറ്റുകളായി മാറുന്നു.
മിനിമം ക്ലിയറൻസും മിനിമം ഇടപെടലും നടപ്പിലാക്കുന്ന ക്ലിയറൻസ്, ഇടപെടൽ, ട്രാൻസിഷണൽ ഫിറ്റുകൾ എന്നിവ ഉറപ്പുനൽകുന്ന ഫിറ്റുകൾ ഉണ്ട്. ലാൻഡിംഗുകൾ ഷാഫ്റ്റുകൾക്കായി ലാറ്റിൻ ചെറിയക്ഷരങ്ങൾ, ദ്വാരങ്ങൾക്കുള്ള വലിയവ, ഗുണനിലവാരം സൂചിപ്പിക്കുന്ന ഒരു സംഖ്യ, അതായത് കൃത്യതയുടെ അളവ് എന്നിവ ഉപയോഗിച്ച് നിയുക്തമാക്കിയിരിക്കുന്നു. ലാൻഡിംഗ് പദവികൾ:
- ക്ലിയറൻസോടെ a, b, c, d, e, f, g, h;
- സംക്രമണ js, k, m, n;
- ഇടപെടൽ p, r, s, t, u, x, z.
ദ്വാര സമ്പ്രദായമനുസരിച്ച്, എല്ലാ ഗ്രേഡുകൾക്കും ഇതിന് ടോളറൻസ് എച്ച് ഉണ്ട്, കൂടാതെ ഫിറ്റിൻ്റെ സ്വഭാവം ഷാഫ്റ്റ് ടോളറൻസാണ് നിർണ്ണയിക്കുന്നത്. ഈ പരിഹാരം ആവശ്യമായ കൺട്രോൾ ഗേജുകളുടെയും കട്ടിംഗ് ടൂളുകളുടെയും എണ്ണം കുറയ്ക്കുന്നത് സാധ്യമാക്കുന്നു, അത് മുൻഗണനയാണ്. എന്നാൽ ചില സന്ദർഭങ്ങളിൽ, ഒരു ഷാഫ്റ്റ് സിസ്റ്റം ഉപയോഗിക്കുന്നു, അതിൽ ഷാഫ്റ്റുകൾക്ക് ടോളറൻസ് എച്ച് ഉണ്ട്, കൂടാതെ ദ്വാരം മെഷീൻ ചെയ്യുന്നതിലൂടെ ഫിറ്റ് നേടുന്നു. കൃത്യമായി അത്തരമൊരു കേസ് ഒരു ബോൾ ബെയറിംഗിൻ്റെ പുറം വളയത്തിൻ്റെ ഭ്രമണമാണ്. അത്തരമൊരു രൂപകൽപ്പനയുടെ ഒരു ഉദാഹരണം ബെൽറ്റ് കൺവെയറുകളുടെ ടെൻഷൻ റോളറുകളോ ഡ്രമ്മുകളോ ആണ്.

ഒരു ബെയറിംഗ് ഫിറ്റ് തിരഞ്ഞെടുക്കുന്നു
ബെയറിംഗുകളുടെ അനുയോജ്യത നിർണ്ണയിക്കുന്ന പ്രധാന പാരാമീറ്ററുകളിൽ:
- ചുമക്കലിൽ പ്രവർത്തിക്കുന്ന ലോഡിൻ്റെ സ്വഭാവം, ദിശ, അളവ്;
- ബെയറിംഗ് കൃത്യത;
- ഭ്രമണ വേഗത;
- അനുബന്ധ വളയത്തിൻ്റെ ഭ്രമണം അല്ലെങ്കിൽ അചഞ്ചലത.
ലാൻഡിംഗ് നിർണ്ണയിക്കുന്ന പ്രധാന വ്യവസ്ഥ മോതിരത്തിൻ്റെ അചഞ്ചലതയോ ഭ്രമണമോ ആണ്. ഒരു സ്റ്റേഷണറി റിംഗിനായി, ഒരു ചെറിയ ക്ലിയറൻസുള്ള ഒരു ഫിറ്റ് തിരഞ്ഞെടുക്കുകയും ക്രമേണ സ്ലോ റൊട്ടേഷൻ മൊത്തത്തിലുള്ള വസ്ത്രങ്ങൾ കുറയ്ക്കുകയും പ്രാദേശിക വസ്ത്രങ്ങൾ തടയുകയും ചെയ്യുന്ന ഒരു നല്ല ഘടകമായി കണക്കാക്കുന്നു. ഇരിപ്പിടത്തിൻ്റെ ഉപരിതലവുമായി ബന്ധപ്പെട്ട് ഭ്രമണം തടയുന്ന ഒരു വിശ്വസനീയമായ ടെൻഷൻ ഉപയോഗിച്ച് കറങ്ങുന്ന റിംഗ് ഇരിക്കണം.
അടുത്തത് പ്രധാന ഘടകം, ഷാഫ്റ്റിലോ ദ്വാരത്തിലോ ഉള്ള ബെയറിംഗിന് കീഴിലുള്ള ഫിറ്റ് ലോഡിംഗ് തരവുമായി പൊരുത്തപ്പെടണം. മൂന്ന് പ്രധാന തരം ലോഡിംഗ് ഉണ്ട്:
- ഒരു ദിശയിൽ നിരന്തരം പ്രവർത്തിക്കുന്ന ഒരു റേഡിയൽ ലോഡുമായി ബന്ധപ്പെട്ട് മോതിരം കറങ്ങുമ്പോൾ രക്തചംക്രമണം;
- റേഡിയൽ ലോഡിംഗുമായി ബന്ധപ്പെട്ട സ്റ്റേഷണറി റിംഗ് വേണ്ടി ലോക്കൽ;
- വളയത്തിൻ്റെ സ്ഥാനവുമായി ബന്ധപ്പെട്ട് റേഡിയൽ ലോഡ് ആന്ദോളനം ചെയ്യുന്ന ആന്ദോളനം.

ബെയറിംഗുകളുടെ കൃത്യതയുടെ അളവ് അനുസരിച്ച്, വർദ്ധിച്ചുവരുന്ന ക്രമത്തിൽ, അവ 0,6,5,4,2 എന്നീ അഞ്ച് ക്ലാസുകളുമായി യോജിക്കുന്നു. കുറഞ്ഞ ലോഡുകളുള്ള മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിനും ശരാശരി വലിപ്പം, ഉദാഹരണത്തിന് ഗിയർബോക്സുകൾക്ക്, ക്ലാസ് 0 സാധാരണമാണ്, ഇത് ബെയറിംഗ് പദവിയിൽ സൂചിപ്പിച്ചിട്ടില്ല. ഉയർന്ന കൃത്യത ആവശ്യകതകൾക്കായി, ഗ്രേഡ് ആറ് ഉപയോഗിക്കുന്നു. ഓൺ ഉയർന്ന വേഗത 5.4, അസാധാരണമായ സന്ദർഭങ്ങളിൽ മാത്രം രണ്ടാമത്തേത്. ആറാം ക്ലാസ് ഉദാഹരണം 6-205.
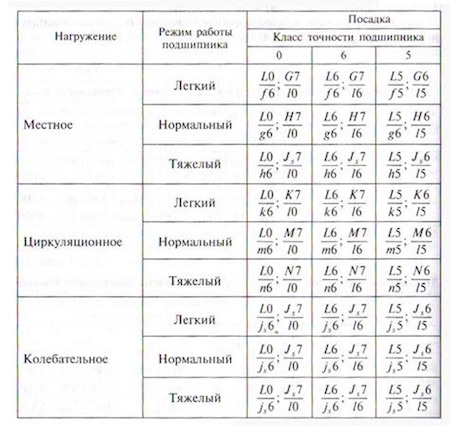
യഥാർത്ഥ മെഷീൻ ഡിസൈനിൻ്റെ പ്രക്രിയയിൽ, പ്രത്യേക പട്ടികകൾ ഉപയോഗിച്ച് ഓപ്പറേറ്റിംഗ് വ്യവസ്ഥകൾക്കനുസൃതമായി ഷാഫ്റ്റിലും ഭവനത്തിലും ബെയറിംഗ് ഫിറ്റ് തിരഞ്ഞെടുക്കുന്നു. മെക്കാനിക്കൽ എഞ്ചിനീയർ വാസിലി ഇവാനോവിച്ച് അനുരിയേവിൻ്റെ കൈപ്പുസ്തകത്തിൻ്റെ വോളിയം രണ്ടിൽ അവ നൽകിയിരിക്കുന്നു.

ലോക്കൽ ലോഡ് തരത്തിന്, പട്ടിക ഇനിപ്പറയുന്ന ഫിറ്റുകളെ നിർദ്ദേശിക്കുന്നു.

സർക്കുലേഷൻ ലോഡിംഗ് സാഹചര്യങ്ങളിൽ, മുഴുവൻ റേസ്വേയിലും റേഡിയൽ ഫോഴ്സ് പ്രവർത്തിക്കുമ്പോൾ, ലോഡ് തീവ്രത കണക്കിലെടുക്കുന്നു:
Pr=(k1xk2xk3xFr)/B, എവിടെ:
k1 - ഡൈനാമിക് ഓവർലോഡ് ഘടകം;
k2 - പൊള്ളയായ ഷാഫ്റ്റ് അല്ലെങ്കിൽ നേർത്ത മതിലുള്ള ഭവനത്തിനുള്ള അറ്റൻവേഷൻ കോഫിഫിഷ്യൻ്റ്;
k3 - അക്ഷീയ ശക്തികളുടെ സ്വാധീനത്താൽ നിർണ്ണയിക്കപ്പെടുന്ന ഗുണകം;
Fr - റേഡിയൽ ഫോഴ്സ്.
ഒന്നര തവണയിൽ താഴെയുള്ള ഓവർലോഡുകളും നേരിയ വൈബ്രേഷനും ഷോക്കുകളും ഉള്ള കോഫിഫിഷ്യൻ്റ് k1 ൻ്റെ മൂല്യം 1 ന് തുല്യമാണ്, കൂടാതെ ഒന്നര മുതൽ മൂന്ന് മടങ്ങ് വരെ ഓവർലോഡ്, ശക്തമായ വൈബ്രേഷനുകൾ, ഷോക്കുകൾ k1 = 1.8.
k2, k3 എന്നിവയുടെ മൂല്യങ്ങൾ പട്ടികയിൽ നിന്ന് തിരഞ്ഞെടുത്തു. കൂടാതെ, k3 ന്, Fc/Fr x ctgβ എന്ന പരാമീറ്റർ മുഖേന പ്രകടിപ്പിക്കുന്ന അച്ചുതണ്ടും റേഡിയൽ ലോഡും തമ്മിലുള്ള അനുപാതം കണക്കിലെടുക്കുന്നു.

ഗുണകങ്ങൾ, ലോഡ് തീവ്രത പരാമീറ്റർ എന്നിവയുമായി ബന്ധപ്പെട്ട ബെയറിംഗ് ഫിറ്റുകൾ പട്ടികയിൽ നൽകിയിരിക്കുന്നു.

ചികിത്സ സീറ്റുകൾഒപ്പം ഡ്രോയിംഗുകളിൽ ബെയറിംഗിൻ്റെ പദവിയും യോജിക്കുന്നു.
ഷാഫ്റ്റിലെയും ഭവനത്തിലെയും ബെയറിംഗ് സീറ്റിൽ ലീഡിംഗ് ചാംഫറുകൾ ഉണ്ടായിരിക്കണം. ഇരിപ്പിടത്തിൻ്റെ പരുഷത ഇതാണ്:
- 80 മില്ലിമീറ്റർ വരെ വ്യാസമുള്ള ഒരു ഷാഫ്റ്റ് ജേണലിനായി 0 ബെയറിംഗ് Ra=1.25, വ്യാസം 80...500 mm Ra=2.5;
- 80 മില്ലിമീറ്റർ വരെ വ്യാസമുള്ള ഒരു ഷാഫ്റ്റ് ജേണലിനായി, ക്ലാസ് 6.5 Ra=0.63, 80...500 mm Ra=1.25 വ്യാസമുള്ള ഒരു ബെയറിംഗിന്;
- 0 Ra=1.25 ക്ലാസ് ബെയറിംഗിനായി 80 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഭവനത്തിലെ ഒരു ദ്വാരത്തിന്, 80 ... 500 മില്ലീമീറ്റർ വ്യാസമുള്ള Ra = 2.5;
- ക്ലാസ് 6,5,4 Ra = 0.63 എന്ന ബെയറിംഗിനായി 80 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഭവനത്തിലെ ഒരു ദ്വാരത്തിന്, 80 ... 500 മില്ലീമീറ്റർ വ്യാസമുള്ള Ra = 1.25.
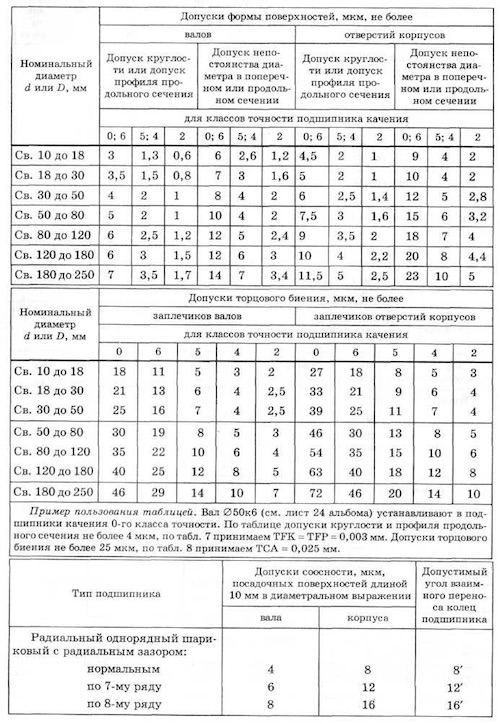
ഡ്രോയിംഗ് ബെയറിംഗ് സീറ്റിൻ്റെ ആകൃതിയുടെ വ്യതിയാനവും അവയുടെ പിന്തുണയ്ക്കായി തോളുകളുടെ അവസാന റണ്ണൗട്ടും സൂചിപ്പിക്കുന്നു.
F 50 k6 ഷാഫ്റ്റിലെ ബെയറിംഗിൻ്റെ അനുയോജ്യതയും ആകൃതി വ്യതിയാനങ്ങളും കാണിക്കുന്ന ഒരു ഡ്രോയിംഗിൻ്റെ ഉദാഹരണം.

ഷാഫ്റ്റിലോ ഭവനത്തിലോ ഉള്ള ബെയറിംഗിൻ്റെ വ്യാസം, ബെയറിംഗിൻ്റെ കൃത്യത എന്നിവയെ ആശ്രയിച്ച് ആകൃതി വ്യതിയാന മൂല്യങ്ങൾ പട്ടികയിൽ നിന്ന് എടുക്കുന്നു.
ഡ്രോയിംഗുകൾ ഫിറ്റിനുള്ള ഷാഫ്റ്റിൻ്റെയും ഭവനത്തിൻ്റെയും വ്യാസം സൂചിപ്പിക്കുന്നു, ഉദാഹരണത്തിന്, F20k6, F52N7. അസംബ്ലി ഡ്രോയിംഗുകളിൽ, നിങ്ങൾക്ക് ഒരു അക്ഷര പദവിയിൽ ടോളറൻസ് ഉപയോഗിച്ച് വലുപ്പം സൂചിപ്പിക്കാൻ കഴിയും, എന്നാൽ ഭാഗങ്ങളുടെ ഡ്രോയിംഗുകളിൽ, സഹിഷ്ണുതയുടെ അക്ഷര പദവിക്ക് പുറമേ, തൊഴിലാളികളുടെ സൗകര്യാർത്ഥം അതിൻ്റെ സംഖ്യാ പദപ്രയോഗം നൽകുന്നത് നല്ലതാണ്. ഡ്രോയിംഗുകളിലെ അളവുകൾ മില്ലിമീറ്ററിൽ സൂചിപ്പിച്ചിരിക്കുന്നു, ടോളറൻസ് മൂല്യം മൈക്രോമീറ്ററിലാണ്.
ചെസ്റ്റർ മോളിക്യുലാർ കോമ്പോസിറ്റുകൾ ഉപയോഗിച്ച് ഒരു ബെയറിംഗ് സീറ്റ് പുനഃസ്ഥാപിക്കുന്നതിനുള്ള സാങ്കേതികവിദ്യ ലേഖനം വിവരിക്കുന്നു.
ചെയ്തത് 0.25 മില്ലിമീറ്റർ വരെയുള്ള വിടവുകൾ:ബെയറിംഗ് റൊട്ടേഷൻ തടയാൻ ചെസ്റ്റർ മോളിക്യുലാർ അയറോബിക് പശകൾ ഉപയോഗിക്കുന്നു.
1 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള ഒരു സീറ്റ് പുനഃസ്ഥാപിക്കാൻ, മെറ്റീരിയലുകൾ ഇതിനായി ഉപയോഗിക്കുന്നു: ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ, ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ എസ്എൽ, ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ ഫെ, ചെസ്റ്റർ മെറ്റൽ റാപ്പിഡ്ഒപ്പം ചെസ്റ്റർ മെറ്റൽ സ്പെഷ്യൽ
ചിത്രം 1. സീറ്റ് വസ്ത്രം
#1 റിക്കവറി ടെക്നോളജി

റിക്കവറി ടെക്നോളജി നമ്പർ 2
ഭവനത്തിൽ ബെയറിംഗ് സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനാണ് ഈ സാങ്കേതികവിദ്യ രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്.സംയോജിത വസ്തുക്കളുടെ തിരഞ്ഞെടുപ്പ്
അറ്റകുറ്റപ്പണി വ്യവസ്ഥകളെ അടിസ്ഥാനമാക്കി റിപ്പയർ കോമ്പോസിറ്റ് മെറ്റീരിയൽ തിരഞ്ഞെടുക്കണം:
- വേണ്ടി അടിയന്തര അറ്റകുറ്റപ്പണികൾ - ചെസ്റ്റർ മെറ്റൽ റാപ്പിഡ് ഇ [ചെസ്റ്റർ മെറ്റൽ റാപ്പിഡ് ഇ]
- വേണ്ടി സാധാരണ അറ്റകുറ്റപ്പണികൾ - ഹെസ്റ്റർ മെറ്റൽ സൂപ്പർ [ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ]
- പ്രത്യേക അല്ലെങ്കിൽ സങ്കീർണ്ണമായ അറ്റകുറ്റപ്പണികൾക്കായി - ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ SL [ചെസ്റ്റർ മെറ്റൽ സൂപ്പർ SL]നീണ്ട പോളിമറൈസേഷൻ സമയം
റിപ്പയർ സാങ്കേതികവിദ്യ
 കണ്ടക്ടറുടെ ഉപരിതലം തയ്യാറാക്കുന്നു
കണ്ടക്ടറുടെ ഉപരിതലം തയ്യാറാക്കുന്നു ഒരു ബെയറിംഗ് സീറ്റ് രൂപീകരിക്കുന്നതിന്, ആവശ്യമുള്ള ഒരു ജിഗ് (ബുഷിംഗ്) ഉപയോഗിക്കേണ്ടത് ആവശ്യമാണ് പുറം വ്യാസംഅതിനുള്ള അനുമതിയും. സാധ്യമെങ്കിൽ, കണ്ടക്ടറുടെ ഉപരിതലം കുറഞ്ഞ പരുക്കൻ (ഗ്രൈൻഡ് അല്ലെങ്കിൽ പോളിഷ്) ഉപയോഗിച്ച് ഉണ്ടാക്കുക. കണ്ടക്ടറുടെ ഉപരിതലത്തിൽ അപകടസാധ്യതകൾ, സ്കഫുകൾ, കുഴികൾ എന്നിവ അസ്വീകാര്യമാണ്. ബെയറിംഗ് സീറ്റിൻ്റെ ഉപരിതലം ഉണ്ടാക്കുന്ന കണ്ടക്ടറിൻ്റെ തയ്യാറാക്കിയ ഉപരിതലം, പശ സമ്പർക്കം തടയുന്നതിന് ചെസ്റ്റർ റിലീസ് ഏജൻ്റ് ഉപയോഗിച്ച് ചികിത്സിക്കണം. പോളിമർ മെറ്റീരിയൽകണ്ടക്ടറുടെ ഉപരിതലത്തോടൊപ്പം. റിലീസ് ലിക്വിഡ് രണ്ട് പാളികളിൽ പ്രയോഗിക്കുന്നു. അരി. ആദ്യ പാളി നന്നായി തടവി, രണ്ടാമത്തേത് ഉദാരമായി പ്രയോഗിക്കുന്നു. കണ്ടക്ടർ വേർപെടുത്താവുന്നതാണ് (ചിത്രം. 4), രണ്ട് ഭാഗങ്ങൾ ഉൾക്കൊള്ളുന്നു, എന്നാൽ ഈ സാഹചര്യത്തിൽ അത് ധരിക്കുന്ന ഉപരിതലത്തിലേക്ക് കണ്ടക്ടറെ അമർത്തുന്ന വിപുലീകരണ ഉപകരണങ്ങൾ ആവശ്യമാണ്.

അരി. 4 കണ്ടക്ടറുടെ ഇൻസ്റ്റാളേഷൻ
ബെയറിംഗ് തന്നെ, അതിൻ്റെ ഉപരിതലവും വേർതിരിക്കുന്ന ദ്രാവകം ഉപയോഗിച്ച് ചികിത്സിക്കുന്നു, ഒരു കണ്ടക്ടറായി ഉപയോഗിക്കാം.
മെറ്റീരിയലിൻ്റെ പ്രയോഗവും കണ്ടക്ടറുടെ ഇൻസ്റ്റാളേഷനും
- കമ്പനിയുടെ നിർദ്ദേശങ്ങൾക്കനുസൃതമായി പോളിമർ മെറ്റീരിയൽ തയ്യാറാക്കുക.
- അപേക്ഷിക്കുക നേരിയ പാളിതയ്യാറാക്കിയ പ്രതലത്തിലേക്ക്, ഉപരിതലത്തിലെ സൂക്ഷ്മ ക്രമക്കേടുകളിലേക്ക് നന്നായി തടവുക.
- നൽകുന്ന കട്ടിയുള്ള പോളിമർ മെറ്റീരിയലിൻ്റെ ഒരു പാളി പ്രയോഗിക്കുക പൂർണ്ണ കോൺടാക്റ്റ്ജിഗ് പ്രതലത്തിലേക്കുള്ള മെറ്റീരിയൽ, വസ്ത്ര കേന്ദ്രത്തിൽ ചെറിയ അളവിൽ പോളിമർ മെറ്റീരിയൽ പ്രയോഗിക്കുന്നു
- പ്രയോഗിച്ച മെറ്റൽ പോളിമർ ഉപയോഗിച്ച് കണ്ടക്ടർ ഭവനത്തിലേക്ക് (ചിത്രം 4) ഇൻസ്റ്റാൾ ചെയ്യുക, അങ്ങനെ അത് ഉപരിതലത്തിൽ രൂപം കൊള്ളുന്നു, അധിക വസ്തുക്കളെ ചൂഷണം ചെയ്യുക, അത് ഒരു സ്റ്റേപ്പിൾ ഉപയോഗിച്ച് നീക്കം ചെയ്യണം. വിന്യാസം ഉറപ്പാക്കാൻ, നിങ്ങൾക്ക് ഒരു ജിഗ് മൗണ്ട് ഉപയോഗിക്കാം ത്രെഡ് കണക്ഷനുകൾശരീരത്തിൻ്റെ വശങ്ങളിലേക്കോ മറ്റ് സിലിണ്ടർ പ്രതലങ്ങളിലേക്കോ.
- മെറ്റീരിയലിൻ്റെ പ്രാഥമിക പോളിമറൈസേഷൻ പൂർത്തിയാക്കിയ ശേഷം, കണ്ടക്ടർ നീക്കം ചെയ്യണം.
റിക്കവറി ടെക്നോളജി നമ്പർ 3
അറ്റകുറ്റപ്പണി സാഹചര്യങ്ങളെ അടിസ്ഥാനമാക്കി റിപ്പയർ കോമ്പോസിറ്റ് മെറ്റീരിയൽ തിരഞ്ഞെടുക്കണം (റിപ്പയർ ടെക്നോളജി നമ്പർ 2 കാണുക)
തയ്യാറെടുപ്പ് പ്രവർത്തനങ്ങൾ
 ഭവനത്തിൽ ബെയറിംഗ് സീറ്റ് തയ്യാറാക്കുന്നു
ഭവനത്തിൽ ബെയറിംഗ് സീറ്റ് തയ്യാറാക്കുന്നു
കേടായ സീറ്റ് ഗ്രീസ്, തുരുമ്പ് എന്നിവയിൽ നിന്ന് മെക്കാനിക്കൽ വൃത്തിയാക്കുക. മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് ഒരു ബർ ഉപയോഗിച്ച് നടത്താം. മെക്കാനിക്കൽ ചികിത്സയ്ക്ക് ശേഷം, ധരിക്കുന്ന ഉപരിതലത്തിന് Ra 20 -40 എന്ന പരുക്കൻ ഉണ്ടായിരിക്കണം
ഉപരിതല ഡീഗ്രേസിംഗ്
മെക്കാനിക്കൽ തയ്യാറെടുപ്പ് പ്രവർത്തനത്തിന് ശേഷം, ഉപരിതലങ്ങൾ ഒരു പ്രൊപ്രൈറ്ററി ക്ലീനർ ഉപയോഗിച്ച് വൃത്തിയാക്കുകയും ഡീഗ്രേസ് ചെയ്യുകയും വേണം. ചെസ്റ്റർ F7 [ചെസ്റ്റർ F7]. ഉപരിതലത്തിൽ ഡീഗ്രേസിംഗ് ചെയ്യുന്നത് വൃത്തിയുള്ള തുണിക്കഷണം ഉപയോഗിച്ചാണ്, ക്ലീനർ ഉപയോഗിച്ച് ഉദാരമായി നനച്ചുകുഴച്ച്. കഴുകൽ പല തവണ ആവർത്തിക്കണം. ഒരു ക്ലീനർ ഉപയോഗിച്ച് നനച്ച വൃത്തിയുള്ള വെളുത്ത തുണിക്കഷണം ഉപയോഗിച്ചാണ് ഉപരിതലത്തിൻ്റെ ശുചിത്വം നിയന്ത്രിക്കുന്നത് - വെളുത്ത തുണിയിൽ അടയാളങ്ങളൊന്നും ഉണ്ടാകരുത്.
കേന്ദ്രീകൃത ഉപകരണത്തിൻ്റെ ഇൻസ്റ്റാളേഷൻ. മെറ്റീരിയൽ പ്രയോഗിക്കുകയും ജിഗിൽ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്യുകയും ചെയ്യുന്നു
മെറ്റീരിയൽ പ്രയോഗിക്കുകയും ജിഗിൽ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്യുകയും ചെയ്യുന്നു
- സാൻഡ്പേപ്പർ (ഗ്രിറ്റ് നമ്പർ 400) ഉപയോഗിച്ച് ബെയറിംഗിൻ്റെ പുറം വളയം മണക്കുക.
- ചുമക്കുന്ന പ്രതലം ക്ലീനർ ഉപയോഗിച്ച് വൃത്തിയാക്കി ഡീഗ്രേസ് ചെയ്യുക ചെസ്റ്റർ F7 [ചെസ്റ്റർ F7]
- റിലീസ് ദ്രാവകം പ്രയോഗിക്കുക ചെസ്റ്റർ റിലീസ് ഏജൻ്റ്ബെയറിംഗിൻ്റെ ഉപരിതലത്തിലേക്ക് ഒരു തുണിക്കഷണം കൊണ്ട് തടവുക. റിലീസ് ഏജൻ്റ് വീണ്ടും പ്രയോഗിക്കുക ചിത്രം 6 ബെയറിംഗ് ഉപരിതലത്തിൽ ഉപകരണ ദ്രാവകം ഇൻസ്റ്റാൾ ചെയ്യുന്നു
- കമ്പനിയുടെ നിർദ്ദേശങ്ങൾക്കനുസൃതമായി പോളിമർ മെറ്റീരിയൽ തയ്യാറാക്കുക
- ബെയറിംഗിൻ്റെ മെഷീൻ ചെയ്ത പുറം വളയത്തിലേക്ക് പോളിമർ മെറ്റീരിയൽ പ്രയോഗിക്കുക
- സാങ്കേതിക ദ്വാരത്തിൻ്റെ തയ്യാറാക്കിയ ഉപരിതലത്തിൽ പോളിമർ മെറ്റീരിയലിൻ്റെ നേർത്ത പാളി പ്രയോഗിച്ച് ഉപരിതലത്തിലെ സൂക്ഷ്മ ക്രമക്കേടുകളിലേക്ക് നന്നായി തടവുക.
- പോളിമർ മെറ്റീരിയലിൻ്റെ ഒരു പാളി കനത്തിൽ പ്രയോഗിക്കുക, അത് ബെയറിംഗ് പ്രതലവുമായി മെറ്റീരിയലിൻ്റെ അടുത്ത സമ്പർക്കം ഉറപ്പാക്കുന്നു, വസ്ത്ര കേന്ദ്രത്തിൽ ചെറിയ അളവിൽ പോളിമർ മെറ്റീരിയൽ പ്രയോഗിക്കുക.
- പ്രയോഗിച്ച മെറ്റൽ പോളിമർ (ചിത്രം 4) ഉപയോഗിച്ച് ഭവനത്തിലെ ഫിക്ചറിൽ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്യുക, അങ്ങനെ അത് ഒരു ഉപരിതലം ഉണ്ടാക്കുന്നു, അധിക വസ്തുക്കൾ പിഴിഞ്ഞെടുക്കുന്നു, അത് ഒരു സ്പാറ്റുല ഉപയോഗിച്ച് നീക്കംചെയ്യണം.
- പ്രാഥമിക പോളിമറൈസേഷൻ പൂർത്തിയാകുകയും മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് അനുവദിക്കുന്നതിന് മെറ്റീരിയൽ ശക്തി പ്രാപിക്കുകയും ചെയ്ത ശേഷം (പ്രൊപ്രൈറ്ററി നിർദ്ദേശങ്ങൾ അനുസരിച്ച്), കേന്ദ്രീകൃത ഉപകരണം നീക്കം ചെയ്യുകയും നടപ്പിലാക്കുകയും ചെയ്യുന്നു. സമ്പൂർണ്ണ അസംബ്ലിയൂണിറ്റ്.
RU 2296660 പേറ്റൻ്റ് ഉടമകൾ:
കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് മേഖലയുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, അതായത് റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള രീതികൾ. ബെയറിംഗ് അസംബ്ലി പൊളിക്കുകയും ബെയറിംഗുകൾ ഉപയോഗിക്കുമ്പോൾ സീറ്റുകളുടെ ഉപരിതലം രൂപഭേദം വരുത്തുകയും പരിഹാരങ്ങൾ ഉപയോഗിച്ച് ചികിത്സിക്കുകയും ചെയ്യുന്നു. 70 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ക്രിസ്റ്റലൈസ് ചെയ്യുകയും 340 ഡിഗ്രി സെൽഷ്യസിനു മുകളിലുള്ള താപനിലയിൽ ഉരുകുകയും ചെയ്യുന്ന ഒരു ഉരുകിയ പുനഃസ്ഥാപന മെറ്റീരിയൽ, പരിഹാരങ്ങൾ ഉപയോഗിച്ച് ചികിത്സിക്കുന്ന ബെയറിംഗ് സീറ്റുകളുടെ രൂപഭേദം വരുത്തിയ ഉപരിതലത്തിൽ പ്രയോഗിക്കുന്നു. പുനരുദ്ധാരണ മെറ്റീരിയലിന് വിസ്കോസ് ഗുണങ്ങളും ബെയറിംഗ് സീറ്റുകളുടെ മെറ്റീരിയലുമായി പൊരുത്തപ്പെടുന്ന ശക്തി-മെക്കാനിക്കൽ സവിശേഷതകളും ഉണ്ട്. പിന്നെ ബെയറിംഗ് 80-90 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ എണ്ണയിൽ ചൂടാക്കുന്നു. ബെയറിംഗ് അസംബ്ലി അതിൻ്റെ സീറ്റുകളിൽ ചൂടാക്കിയ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്തുകൊണ്ട് കൂട്ടിച്ചേർക്കുന്നു. തൽഫലമായി, ചെലവ് കുറയുകയും തൊഴിൽ തീവ്രത കുറയുകയും ചെയ്യുന്നു. നന്നാക്കൽ ജോലി.
ഈ കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് മേഖലയുമായും മറ്റ് വ്യവസായങ്ങളുമായും ബന്ധപ്പെട്ടിരിക്കുന്നു, അവിടെ റോളിംഗ് ബെയറിംഗുകൾ കനത്ത ലോഡുകളിൽ ഉപയോഗിക്കുന്നു, ഇത് റോളിംഗ് ബെയറിംഗ് സീറ്റുകളുടെ രൂപഭേദം വരുത്തുന്നു.
ധരിച്ച ക്രാങ്ക്ഷാഫ്റ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിന് അറിയപ്പെടുന്ന ഒരു രീതിയുണ്ട്, അതിൽ ജേണലുകളുടെ കവിളുകൾക്കിടയിലുള്ള മുഴുവൻ വീതിയിലും പുനഃസ്ഥാപിച്ച ഉപരിതലത്തിൻ്റെ ശരീരത്തിലേക്ക് സാങ്കേതിക നുഴഞ്ഞുകയറ്റം ഉപയോഗിച്ച് യാന്ത്രികമായി പ്രോസസ്സ് ചെയ്യുന്നു, ഫില്ലറ്റുകളുടെ രൂപീകരണവും ക്രാങ്ക്ഷാഫ്റ്റിൻ്റെ തുടർന്നുള്ള ചൂട് ചികിത്സയും. ഒരു സ്പ്ലിറ്റ് റിംഗ് അല്ലെങ്കിൽ പകുതി വളയങ്ങൾ രൂപത്തിൽ ഒരു മെറ്റൽ വസ്ത്രം-നഷ്ടപരിഹാര ലൈനിംഗ് അവരുടെ സന്ധികൾ വെൽഡിംഗ് വഴി ചികിത്സ കഴുത്തിൽ ഉറപ്പിച്ചിരിക്കുന്നു. മുകളിലെ ഡെഡ് സെൻ്ററിൽ നിന്ന് ക്രാങ്ക്ഷാഫ്റ്റിൻ്റെ ഭ്രമണത്തിൻ്റെ 25-50 ° പരിമിതപ്പെടുത്തിയിരിക്കുന്ന സ്ഥലത്ത് വെൽഡ് സീം സ്ഥിതിചെയ്യുന്നു, രണ്ടാമത്തെ സീം, പകുതി വളയങ്ങൾ ഉപയോഗിക്കുമ്പോൾ, 180 ° ഭ്രമണത്തോടെ ആദ്യത്തേതിന് ആപേക്ഷികമാണ്. വെൽഡിനെ ഒരു താപനിലയിലേക്ക് തണുപ്പിക്കുക പരിസ്ഥിതി, 0.1 ... 0.15 മില്ലീമീറ്റർ പിളർപ്പ് വളയത്തിൻ്റെ ഒരു ടെൻഷൻ നൽകുന്നു. ഒരു സ്പ്ലിറ്റ് റിംഗ് ഉപയോഗിക്കുമ്പോൾ, 5-7 മില്ലീമീറ്റർ വ്യാസമുള്ള ദ്വാരങ്ങളിലൂടെ അതിൽ നിർമ്മിക്കുന്നു. വെൽഡിന് എതിർവശത്തായി സ്ഥിതിചെയ്യുന്ന ഷാഫ്റ്റ് ജേണലുള്ള സ്പ്ലിറ്റ് റിംഗിലെ ദ്വാരം ആദ്യം ഇംതിയാസ് ചെയ്യുന്നു, ശേഷിക്കുന്ന ദ്വാരങ്ങൾ ഇംതിയാസ് ചെയ്യുന്നു, വെൽഡിനെ സമമിതിയായി സമീപിക്കുന്നു, ഇത് ക്രാങ്ക്ഷാഫ്റ്റിൻ്റെ ക്ഷീണ ശക്തിയെ ഒരു പുതിയ ഭാഗത്തിൻ്റെ തലത്തിലേക്ക് വർദ്ധിപ്പിക്കും. അതേ സമയം തേയ്ച്ച ജേണലുകൾ നാമമാത്ര വലുപ്പത്തിലേക്ക് പുനഃസ്ഥാപിക്കുമ്പോൾ.
ഒരു ബെയറിംഗ് അസംബ്ലി നന്നാക്കുന്നതിന് അറിയപ്പെടുന്ന ഒരു രീതിയുണ്ട്, അതിൽ ഡിസ്അസംബ്ലിംഗ്, ട്രബിൾഷൂട്ടിംഗ് ഭാഗങ്ങൾ, പ്രാദേശികമായി വിപരീതമായ രണ്ട് പ്ലേറ്റുകളുടെയും അസംബ്ലിയുടെയും ധരിക്കുന്ന ബെയറിംഗിൻ്റെ പുറം വളയത്തിൻ്റെ സീറ്റിംഗ് പ്രതലത്തിൽ ഇൻസ്റ്റാളേഷൻ്റെ രൂപത്തിൽ അസംബ്ലി എന്നിവ ഉൾപ്പെടുന്നു. പ്ലേറ്റുകളുടെ കനം നിർണ്ണയിക്കുന്നത് Sc=Sr+Su എന്ന ഫോർമുലയാണ്, ഇവിടെ Sc എന്നത് പ്ലേറ്റുകളുടെ ആകെ കനം; Sr - ഒരു ധരിച്ച ബെയറിംഗിൽ റേഡിയൽ ക്ലിയറൻസ്; Su - ഹൗസിംഗ് ബോറും ബെയറിംഗിൻ്റെ പുറം വളയവും തമ്മിലുള്ള ബന്ധത്തിലെ വിടവ്, വസ്ത്രങ്ങൾ കണക്കിലെടുക്കുന്നു. ഓരോ ലോക്കൽ പ്ലേറ്റിൻ്റെയും ദൈർഘ്യം കണക്കുകൂട്ടലിലൂടെ നിർണ്ണയിക്കപ്പെടുന്നു.
ഈ രീതിയുടെ പോരായ്മകൾ അറ്റകുറ്റപ്പണികളുടെ ഉയർന്ന ചെലവും തൊഴിൽ തീവ്രതയുമാണ്.
സ്ലൈഡിംഗ് ബെയറിംഗ് ഷാഫ്റ്റുകളുടെ തേയ്ച്ച പ്രതലങ്ങൾ പുനഃസ്ഥാപിക്കുന്നതിന് അറിയപ്പെടുന്ന ഒരു രീതിയുണ്ട്, അതിൽ ഒരു നിലവിലെ ഇൻഡക്ടറിൽ മുമ്പ് പ്രയോഗിച്ച ഒരു ബൈൻഡിംഗ് മെറ്റീരിയൽ ഉപയോഗിച്ച് (ഉദാഹരണത്തിന്, നിക്ഷേപിച്ച മെറ്റീരിയൽ ഉപയോഗിച്ച് നിർമ്മിച്ച പേസ്റ്റിൽ നിന്ന്) ഭാഗത്തിൻ്റെ കഠിനമായ മേഖല ചൂടാക്കുന്നത് ഉൾപ്പെടുന്നു. ഉയർന്ന ആവൃത്തിബൈൻഡിംഗ് മെറ്റീരിയൽ ഉരുകുകയും ഭാഗം ധരിക്കുന്ന സ്ഥലത്തേക്ക് ഉപരിതലത്തിൽ സ്ഥാപിക്കുകയും ചെയ്യുന്നതിനുമുമ്പ്, അതിൻ്റെ വസ്ത്രധാരണത്തിന് നഷ്ടപരിഹാരം നൽകുന്നതിന്, ഭാഗത്തിൻ്റെ ധരിക്കുന്ന ഉപരിതലത്തെ 50-100 ഡിഗ്രി സെൽഷ്യസിൽ കൂടുതലുള്ള താപനിലയിലേക്ക് ചൂടാക്കി ഇത് നടപ്പിലാക്കുന്നു എന്നതാണ് ഇതിൻ്റെ സവിശേഷത. നിർണ്ണായക പോയിൻ്റ് എസി 3, തുടർന്ന് കാഠിന്യത്തിൻ്റെ നിരക്കിൽ ധരിച്ച ഭാഗങ്ങളുടെ നിക്ഷേപിച്ച ഉപരിതലത്തെ തണുപ്പിക്കുന്നു, കൂടാതെ ഉൽപ്പന്ന മെറ്റീരിയലിൻ്റെ കാഠിന്യം താപനിലയിൽ കവിയാത്ത ഒരു ദ്രവണാങ്കം ഉള്ള ഒരു മെറ്റീരിയൽ ഒരു ബൈൻഡറായി ഉപയോഗിക്കുന്നു.
ഈ രീതിയുടെ പോരായ്മകൾ അറ്റകുറ്റപ്പണികളുടെ ഉയർന്ന ചെലവും തൊഴിൽ തീവ്രതയുമാണ്.
പ്രോട്ടോടൈപ്പിനായി സ്വീകരിച്ച ഏറ്റവും അടുത്ത സാങ്കേതിക പരിഹാരം സ്ലൈഡിംഗ് ബെയറിംഗുകളുടെ തേയ്ച്ച ഉപരിതലം കെട്ടിപ്പടുക്കുന്നതിലൂടെ ക്രാങ്ക്ഷാഫ്റ്റുകൾ പുനഃസ്ഥാപിക്കുന്ന രീതിയാണ്, ഇത് ക്രാങ്ക്ഷാഫ്റ്റിൻ്റെ പ്രധാന ജേണലുകളും ബന്ധിപ്പിക്കുന്ന വടി അച്ചുതണ്ടുകളും ഒരു മെറ്റീരിയൽ കൊണ്ട് നിർമ്മിച്ച സ്പ്ലിറ്റ് ബുഷിംഗുകൾ ഉപയോഗിച്ച് വരച്ചുകാട്ടുന്നു. ഉയർന്ന ഉരച്ചിലുകൾ പ്രതിരോധം, സ്പ്ലിറ്റ് ബുഷിംഗുകളുമായി ബന്ധപ്പെടുന്നതിന് മുമ്പ് പ്രത്യേക ഗ്ലൂ അല്ലെങ്കിൽ സീലൻ്റുകൾ ഉപയോഗിച്ച് ലൂബ്രിക്കേറ്റ് ചെയ്ത, ഉപരിതല ഷാഫ്റ്റ് ജേണലുകളിലേക്ക് ഇറുകിയ ഫിറ്റിൽ അവയുടെ മുറിവുകളുടെ വരിയിൽ ഇംതിയാസ് ചെയ്യുന്നു.
ഈ രീതിയുടെ പോരായ്മ ജോലിയുടെ ഉയർന്ന ചെലവും തൊഴിൽ തീവ്രതയുമാണ്.
നിലവിലുള്ള സാങ്കേതികവിദ്യയിൽ നിന്ന് അറിയപ്പെടുന്ന പ്രോട്ടോടൈപ്പും സമാനമായ പരിഹാരങ്ങളും ഉപയോഗിച്ച് നിർദ്ദിഷ്ട പരിഹാരത്തെ താരതമ്യം ചെയ്യുന്നത് "പുതുമ", "ഇൻവെൻ്റീവ് സ്റ്റെപ്പ്" എന്നിവയുടെ പേറ്റൻ്റബിലിറ്റി മാനദണ്ഡങ്ങൾ പാലിക്കാൻ ഞങ്ങളെ അനുവദിക്കുന്നു.
റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള അറ്റകുറ്റപ്പണികളുടെ ചെലവും തൊഴിൽ തീവ്രതയും കുറയ്ക്കുക എന്നതാണ് അവകാശപ്പെട്ട കണ്ടുപിടുത്തത്തിൻ്റെ സാങ്കേതിക ഫലം.
റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള രീതിയിൽ ബെയറിംഗ് അസംബ്ലി പൊളിക്കുക, ബെയറിംഗുകൾ ഉപയോഗിക്കുമ്പോൾ രൂപഭേദം വരുത്തിയ സീറ്റുകളുടെ ഉപരിതലത്തെ ലായനി ഉപയോഗിച്ച് ചികിത്സിക്കുക, ബെയറിംഗ് അസംബ്ലി കൂട്ടിച്ചേർക്കുക എന്നിവ ഉൾപ്പെടുന്നു എന്ന വസ്തുതയാണ് ഈ സാങ്കേതിക ഫലം കൈവരിക്കുന്നത്. , ലായനികൾ ഉപയോഗിച്ച് ചികിത്സിക്കുന്ന ബെയറിംഗ് സീറ്റുകളുടെ രൂപഭേദം വരുത്തിയ പ്രതലത്തിൽ ഒരു ക്രിസ്റ്റലൈസിംഗ് പദാർത്ഥം പ്രയോഗിക്കുന്നു.70 ഡിഗ്രി സെൽഷ്യസ് താപനിലയും 340 ഡിഗ്രി സെൽഷ്യസിനു മുകളിലുള്ള താപനിലയിൽ ഉരുകുന്ന ഉരുകിയ കുറയ്ക്കുന്ന പദാർത്ഥവും വിസ്കോസ് ഗുണങ്ങളും ശക്തി-മെക്കാനിക്കൽ സവിശേഷതകളും ബെയറിംഗ് സീറ്റുകൾ, തുടർന്ന് ബെയറിംഗ് എണ്ണയിൽ 80-90 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ചൂടാക്കുകയും ബെയറിംഗ് അസംബ്ലി അതിൻ്റെ സീറ്റുകളിൽ ചൂടാക്കിയ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്തുകൊണ്ട് കൂട്ടിച്ചേർക്കുകയും ചെയ്യുന്നു.
നടപ്പിലാക്കൽ രീതിയുടെ സാരം ഇപ്രകാരമാണ്.
പ്രോസസ്സ് ചെയ്തവയിലേക്ക് പ്രത്യേക പരിഹാരങ്ങൾബെയറിംഗ് സീറ്റിൻ്റെ രൂപഭേദം വരുത്തിയ ഉപരിതലത്തിൽ പുനഃസ്ഥാപിക്കുന്ന മെറ്റലൈസ്ഡ് മെറ്റീരിയലിൻ്റെ ഉരുകൽ പ്രയോഗിക്കുന്നു, തുടർന്ന് എണ്ണയിൽ ചൂടാക്കിയ ബെയറിംഗ് അതിൻ്റെ സീറ്റിൽ ഇൻസ്റ്റാൾ ചെയ്യുന്നു. ബെയറിംഗ് 80-90 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ചൂടാക്കുകയും, അതുവഴി, 70 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിലേക്ക് പുനഃസ്ഥാപിക്കുന്ന വസ്തുക്കളുടെ ചൂടാക്കൽ ഉറപ്പാക്കുകയും ചെയ്യുന്നു, അതിൽ രണ്ടാമത്തേത് ക്രിസ്റ്റലൈസ് ചെയ്യുകയും സീറ്റ് മെറ്റീരിയലിൻ്റെ ശക്തിയും മെക്കാനിക്കൽ സവിശേഷതകളും നേടുകയും ചെയ്യുന്നു.
റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുമ്പോൾ ഉപകരണങ്ങളുടെ പ്രവർത്തനരഹിതമായ സമയം, ചെലവ്, തൊഴിൽ തീവ്രത എന്നിവ കുറയ്ക്കാൻ നിർദ്ദിഷ്ട രീതി സാധ്യമാക്കുന്നു.
സാഹിത്യം
1. RF പേറ്റൻ്റ് നമ്പർ 94019772. പോനുറോവ്സ്കി എ.എ. പോനുറോവ്സ്കി എ.എ. ക്രാങ്ക്ഷാഫ്റ്റുകളും അവയുടെ പ്ലെയിൻ ബെയറിംഗുകളും പുനഃസ്ഥാപിക്കുന്നതിനുള്ള രീതി. IPC V23R 6/00. വേഗം. 1994.05.26. പ്രസിദ്ധീകരിക്കുക. 1996.09.10. റെജി. നമ്പർ 94019772/02.
2. RF പേറ്റൻ്റ് നമ്പർ 2235009. ഒരു ബെയറിംഗ് അസംബ്ലി നന്നാക്കുന്നതിനുള്ള രീതി. / ഉസോവ് വി.വി. സെറെജിൻ എ.എ. തിമോഷെങ്കോ എ.എൻ. സെറിജീന വി.വി. IPC V23R 6/00. വേഗം. 2001.02.21. പ്രസിദ്ധീകരിക്കുക. 2002.09.20. റെജി. നമ്പർ 2001105022/02.
3. RF പേറ്റൻ്റ് നമ്പർ 2189298. ഒരു ബെയറിംഗ് യൂണിറ്റ് നന്നാക്കുന്നതിനുള്ള രീതി / ഉസോവ് വി.വി. സെറെജിൻ എ.എ. തിമോഷെങ്കോ എ.എൻ. സെറിജീന വി.വി. IPC V23R 6/00. വേഗം. 2001.02.21. പ്രസിദ്ധീകരിക്കുക. 2002.09.20. റെജി. നമ്പർ 2001105022/02.
4. RF പേറ്റൻ്റ് നമ്പർ 95117550. പ്ലെയിൻ ബെയറിംഗുകൾക്കായി ഷാഫ്റ്റുകളുടെ ധരിക്കുന്ന സീറ്റിംഗ് ഉപരിതലങ്ങൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള ഒരു രീതി. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. വേഗം. 1995.10.17. പ്രസിദ്ധീകരിക്കുക. 1997.10.20. റെജി. നമ്പർ 95117550/02.
5. RF പേറ്റൻ്റ് നമ്പർ 2105650. ഷാഫ്റ്റുകളുടെ ധരിക്കുന്ന സീറ്റിംഗ് ഉപരിതലങ്ങൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള ഒരു രീതി - പ്ലെയിൻ ബെയറിംഗുകൾ. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. വേഗം. 1995.10.17. പ്രസിദ്ധീകരിക്കുക. 1998.02.27. റെജി. നമ്പർ 95117550/02.
റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള ഒരു രീതി, ബെയറിംഗ് അസംബ്ലി പൊളിക്കുക, ബെയറിംഗുകൾ ഉപയോഗിക്കുമ്പോൾ രൂപഭേദം വരുത്തിയ സീറ്റുകളുടെ ഉപരിതലം ചികിത്സിക്കുക, ബെയറിംഗ് അസംബ്ലി കൂട്ടിച്ചേർക്കുക, 70 ഡിഗ്രി സെൽഷ്യസ് താപനിലയിൽ ക്രിസ്റ്റലൈസ് ചെയ്യുകയും ഉരുകുകയും ചെയ്യുന്ന ഒരു ക്രിസ്റ്റലൈസിംഗ് മെറ്റീരിയൽ സവിശേഷതയാണ്. മുകളിലെ താപനിലയിൽ, ലായനികൾ ഉപയോഗിച്ച് ചികിത്സിക്കുന്ന ബെയറിംഗ് സീറ്റുകളുടെ രൂപഭേദം വരുത്തിയ പ്രതലത്തിൽ പ്രയോഗിക്കുന്നു. 340 ° C ഉരുകിയ കുറയ്ക്കുന്ന പദാർത്ഥം വിസ്കോസ് ഗുണങ്ങളും ബെയറിംഗ് സീറ്റുകളുടെ മെറ്റീരിയലുമായി പൊരുത്തപ്പെടുന്ന ശക്തി-മെക്കാനിക്കൽ സ്വഭാവസവിശേഷതകളുമാണ്, തുടർന്ന് ബെയറിംഗ് എണ്ണയിൽ ചൂടാക്കുന്നു. 80-90 ഡിഗ്രി സെൽഷ്യസ് താപനിലയും ബെയറിംഗ് അസംബ്ലിയും അതിൻ്റെ സീറ്റുകളിൽ ചൂടാക്കിയ ബെയറിംഗ് ഇൻസ്റ്റാൾ ചെയ്തുകൊണ്ട് കൂട്ടിച്ചേർക്കപ്പെടുന്നു.
സമാനമായ പേറ്റൻ്റുകൾ:
റെയിൽവെ റോളിംഗ് സ്റ്റോക്കിൻ്റെ പ്രധാനമായും പാസഞ്ചർ, ചരക്ക് കാറുകൾ, ഉരുക്ക് ഭാഗങ്ങളുടെ ധരിക്കുന്ന പ്രതലങ്ങൾ ഇലക്ട്രിക് ആർക്ക് സർഫേസിംഗ് വഴി പുനഃസ്ഥാപിക്കുന്നതിനോ ശക്തിപ്പെടുത്തുന്നതിനോ ഉള്ള സാങ്കേതികവിദ്യയുമായി ബന്ധപ്പെട്ടതാണ് കണ്ടുപിടുത്തം.
ഈ കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ്, മെഷീൻ ഭാഗങ്ങളുടെ അറ്റകുറ്റപ്പണി എന്നിവയുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, കൂടാതെ വാഹനങ്ങളുടെ ഫ്രണ്ട് ആക്സിൽ ബീമുകളുടെ "പിൻ-പിൻ ഹോൾ" യൂണിറ്റുകളുടെ വിശ്വാസ്യത പുനഃസ്ഥാപിക്കാനും മെച്ചപ്പെടുത്താനും ഇത് ഉപയോഗിക്കാം.
കണ്ടുപിടിത്തം നാശത്തിനെതിരായ സംരക്ഷണത്തിൻ്റെ രാസ-ഭൗതിക രീതികളുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, ഇത് എണ്ണ, വാതക വ്യവസായത്തിൽ ഉപയോഗിക്കാം, അതായത്, നാശത്തിന് വിധേയമായ ഒരു ഡൗൺഹോൾ മൾട്ടി-പാസ് ഗ്രൂപ്പ് മീറ്ററിംഗ് സ്വിച്ച് നന്നാക്കുന്നതിനും പുനഃസ്ഥാപിക്കുന്നതിനും.
ഈ കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിലെ പുനഃസ്ഥാപിക്കുന്നതും ശക്തിപ്പെടുത്തുന്നതുമായ പ്രോസസ്സിംഗ് രീതികളുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, അതായത്, ബാഹ്യ അല്ലെങ്കിൽ ആന്തരിക കോണാകൃതിയിലുള്ള ത്രെഡ് വിഭാഗത്തിൻ്റെ അൾട്രാസോണിക് പ്രോസസ്സിംഗ് പ്രക്രിയയിൽ ഉപയോഗിക്കുന്ന സാങ്കേതികവിദ്യയും ഉപകരണങ്ങളും. ഘടക ഘടകങ്ങൾട്യൂബിംഗ്, ഡ്രിൽ പൈപ്പ്, കേസിംഗ് എന്നിവ പോലെയുള്ള ഓയിൽ കോളം, അല്ലെങ്കിൽ ഒരു സബ്, കപ്ലിംഗ് പോലെയുള്ള പൈപ്പുകൾ ഒരു ഓയിൽ കോളത്തിലേക്ക് കണക്ട് ചെയ്യുന്നു
ഈ കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിലെ പുനഃസ്ഥാപിക്കുന്നതും ശക്തിപ്പെടുത്തുന്നതുമായ പ്രോസസ്സിംഗ് രീതികളുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, അതായത് ട്യൂബിംഗ്, ഡ്രിൽ തുടങ്ങിയ എണ്ണ നിരയിലെ ഘടകങ്ങളുടെ ബാഹ്യ അല്ലെങ്കിൽ ആന്തരിക കോണാകൃതിയിലുള്ള ത്രെഡ് വിഭാഗത്തിൻ്റെ അൾട്രാസോണിക് പ്രോസസ്സിംഗ് പ്രക്രിയയിൽ ഉപയോഗിക്കുന്ന സാങ്കേതികവിദ്യയും ഉപകരണങ്ങളും. കേസിംഗ് പൈപ്പ്, അല്ലെങ്കിൽ ഒരു സബ്, കപ്ലിംഗ് പോലെയുള്ള പൈപ്പുകൾ ഒരു ഓയിൽ കോളത്തിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു
ഈ കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗിലെ പുനഃസ്ഥാപിക്കുന്നതും ശക്തിപ്പെടുത്തുന്നതുമായ പ്രോസസ്സിംഗ് രീതികളുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, അതായത്, ബാഹ്യ അല്ലെങ്കിൽ ആന്തരിക ത്രെഡുള്ള ഭാഗങ്ങളുടെ അൾട്രാസോണിക് പ്രോസസ്സിംഗ് പ്രക്രിയയിൽ ഉപയോഗിക്കുന്ന സാങ്കേതികവിദ്യയും ഉപകരണങ്ങളും, പ്രധാനമായും ട്യൂബിംഗ് പോലുള്ള ഓയിൽ കോളത്തിൻ്റെ ഘടകങ്ങൾ, ഡ്രില്ലിംഗ്, കേസിംഗ് പൈപ്പുകൾ, അല്ലെങ്കിൽ ഒരു സബ്, കപ്ലിംഗ് എന്നിവ പോലെ, അതിലൂടെ പൈപ്പുകൾ ഒരു ഓയിൽ കോളത്തിലേക്ക് ബന്ധിപ്പിച്ചിരിക്കുന്നു
കണ്ടുപിടുത്തം മെക്കാനിക്കൽ എഞ്ചിനീയറിംഗ് മേഖലയുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു, അതായത് റോളിംഗ് ബെയറിംഗുകളുടെ സീറ്റുകൾ പുനഃസ്ഥാപിക്കുന്നതിനുള്ള രീതികൾ