Yıldız haberleri












Şerit bıçkıhanelerde kütük kesme programı. Şerit kereste fabrikasında kütük kesme yöntemleri. Ahşap işlemenin özellikleri
Orman testereleme, uygun yuvarlak keresteden kereste elde etmeyi amaçlayan çeşitli teknolojileri kullanan bir eylem döngüsüdür. daha fazla kullanım endüstride Sürecin süresi ve emek yoğunluğu, seçilen yuvarlak kereste işleme yönteminin yanı sıra yılın zamanına da bağlıdır.
Araçlar ve ekipmanlar
Üretim için gövdeler ve büyük dallar kullanılır. Tüm materyaller kalınlık ve kabuk varlığına göre gruplara ayrılır. Çoğu zaman, kereste işleme işletmelerinde, ahşabın ilk işlenmesine yönelik makinelerin kurulduğu hasat alanının yakınında atölyeler bulunur.

Ahşabın elle kabuğunun soyulması
Kabuğu soyma aşamasını geçmeyen ahşap, döşeme amaçlı veya ahşap olarak kullanılabilir. sırt kirişi uygun iç mekanda veya inşaat sırasında destekleyici bir cihaz olarak.

Ormanların endüstriyel olarak kabuklarının soyulması
Ahşabı kullanmak için başka bir seçenek planlanıyorsa, aşağıdaki bölümlerle sonuçlanan kesim yapılır:
- kesilmemiş ve yarı kenarlı (zeminin, duvarların veya tavanın tabanlarının monte edildiği kaba malzeme);
- kenarlı (döşemeyi bitirmek için tasarlanmıştır).
Kesim, tüm gerekli donanıma sahip mobil bir organizasyon tarafından gerçekleştirilebilir. gerekli araç.

Ağaç kesme haritası
Kesim haritasına uyularak malzemenin akılcı kullanımı sağlanır. Bu, kartın yüzdesini önemli ölçüde azaltabileceği atık nedeniyle maliyetleri azaltmanıza olanak tanır. Kullanılan orman işleme ekipmanının türleri ve araçları, bitmiş kerestenin hacmine, istenen kalitesine ve boyutuna bağlıdır.

En sık kullanılanlar daire testere ve çeşitli makinelerdir:
- genelge nedeniyle Dairesel testereçeşitli yönlerde hassas kesimler yapmanızı sağlar. Hem profesyonel hem de uygun Ev kullanımı, ortalamanın üzerindeki yuvarlak kereste çaplarıyla iyi başa çıkar;
- elektrikli testere;
- temiz kabuk çıkarma makineleri;
- şerit kereste fabrikasında kesmek, yoğun kütüklerin işlenmesini mümkün kılar, çıktının yüksek kaliteli malzeme ve az miktarda atık olması nedeniyle en popüler olarak kabul edilir;
- disk makinesi: çift kenarlı kereste üretimi ve kenarlı panolar;
- bir çerçeve kereste fabrikası bir temel gerektirmez, onu kullanan teknoloji, ekipmanı kesim alanına yakın bir yere kurmanıza olanak tanır;
- ince metre işlenmiş evrensel makinelerçıktı, düşük dereceli kütüklerden bile yüksek kaliteli yapı malzemeleri üretir;
- Büyük bir ağaç işleme işletmesinde yuvarlak kerestenin kesilmesi, en büyük sayıÖzel kalitesi ve hassas boyutlarıyla diğerlerinden farklı olan kereste. Bu amaçla kesim için özel hatlar kurulur.
Kereste fabrikasında, boylamasına çizgi boyunca 7 m uzunluğa ve 15-80 cm çapa kadar kütüklerin kesilmesiyle kereste ve kenarlı tahtalar elde edilir. Daire testere bir veya daha fazla diski, işlemi var farklı çap ormanlar miktarlarına göre

Evde az miktarda ahşabı işlemeniz gerekiyorsa sıradan bir motorlu testere kullanabilirsiniz.
Odun kesmek
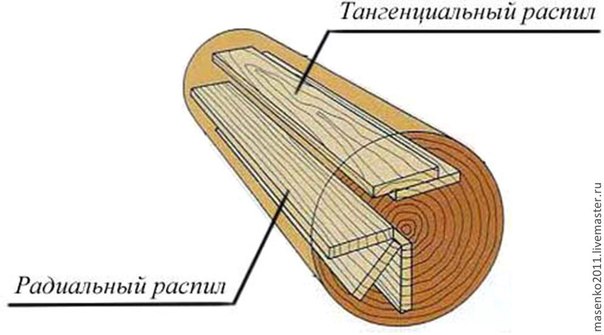
Bir alet seçmeden önce, kütüğün yıllık halkalarına odaklanarak kesim türüne karar vermeniz gerekir. Birkaç türü vardır:
- radyal (yarıçap boyunca);
- teğetsel (kesim bir yarıçapa paraleldir ve yıllık halkalara dokunur);
- lifler gerçekleştirilen kesime paralel olarak yerleştirilir.
Kesme yöntemleri arasından belirli bir duruma en uygun olanı seçilir:
- Yürü. Ahşabın bu şekilde kesilmesi, gövde kalınlığı küçük olan yaprak döken ağaçlar için yapılır ve en basit işlem olarak kabul edilir. Çıktı: kesilmemiş elemanlar ve levhalar.
- Başka bir orman işleme makineniz varsa, eşit genişlikte kenarlı levhalar üretmek için malzemenin %65'ine kadar kesmek mümkündür. Öncelikle yanlardaki çift kenarlı kereste ve tahtalar kesilir, daha sonra keresteden belli miktarda kenarlı kereste elde edilir.
- Daha spesifik yöntemler sektör ve segment testeredir. Birinci yöntemdeki eleman sayısı 4 ila 8 arasında değişmekte olup gövdenin kalınlığına bağlıdır. Bölme işleminden sonra, her sektörden teğet veya radyal bir çizgi boyunca elemanlar kesilir. İkinci yöntem, kerestenin orta kısımdan çıkmasıyla başlar ve levhalar yan bölümlerden teğet yönde kesilir.
- Ahşabın bireysel kesilmesi için dairesel yöntem uygundur. Her kesilen tahtadan sonra kütüğün boyuna çizgi boyunca 90° döndürülmesine dayanır. Bu, ahşabın kalitesini izlemenize ve gövdenin etkilenen bölgelerini derhal gidermenize olanak tanır.
Manuel çalışma: motorlu testere kullanma
Birkaç gövdenin evde kesilmesi için maliyeti fiyatından birkaç kat daha yüksek olan bir aletin satın alınması önerilmez. bitmiş ürün. Gerekli beceriye sahipseniz, tamamını yapmak daha verimli ve daha ucuzdur gerekli çalışma sıradan bir motorlu testere veya elektrikle çalışan zincir ekipmanı. Elbette bu tür çalışmalar çok daha fazla fiziksel çaba ve zaman gerektirir, ancak konunun maliyeti önemli ölçüde azalır.
İçin çalışıyorum Bahçe arsası meyve ağaçlarının budanmasını gerektirir ve ayrıca meyve ağaçları için ek malzeme üretmek de mümkün hale gelir. müştemilatı Uzmanların hizmetlerine başvurmadan, herhangi bir ihtiyatlı mal sahibi motorlu testere satın almayı tercih edecektir. Çoğu zaman, iğne yapraklı ağaç ev için hasat edilir ve bu alet onu kesmek için mükemmel bir iş çıkarır. Düz gövdeler sayesinde kesme çizgilerini işaretlemek daha kolaydır, bu da çalışma hızını artırır. Bu arada profesyoneller, elektrikli olandan daha güçlü olduğu ve kesme veya kesme yerinde güç kaynakları olup olmadığına bakılmaksızın her yerde kullanılabildiği için çoğu zaman motorlu testere kullanırlar.

Kütükleri kesmek için motorlu testere kullanmak için, testere eklentisi gibi bir cihazın yanı sıra kesme kılavuzları ve taban-gövde bağlantı elemanlarına ihtiyacınız olacaktır. Çerçeve şeklindeki ataşman alete takılır, böylece zincir ile çerçevenin kendisi arasındaki mesafenin ayarlanması mümkün kalır. Bu, farklı kalınlıklarda bitmiş kereste üretmeyi mümkün kılmak için yapılır. Kılavuzun rolü için, gerekli uzunlukta bir profil veya yeterli sağlamlığa sahip düz bir ahşap tahta alabilirsiniz. Alet için, gövdeyi uzunlamasına kesmek için tasarlanmış özel bir zincir seçilmiştir. Diğerlerinden farkı belli bir açıyla bilenmiş dişlerde yatmaktadır.

Çalışmaya başlamadan önce sadece gerekli tüm araçları hazırlamanız gerekmez. Bir ağaç işleme makinesinin veya manuel bir cihazın bagajı işlemek için tasarlanıp tasarlanmadığına bakılmaksızın, yapmanız gereken ilk şey kesme haritasını tanımaktır. Bu, atık yüzdesini en aza indirmek ve faydalı ürünlerin verimini artırmak için yapılır.
Boyuna kesim yaparken endişelenmeniz gereken ilk şey, bitmiş levhaların eşit yoğunluğudur. Bunu yapmak için yetkili bir testereci, aleti Doğu tarafı batıya doğru veya ters yön. Bu açıklandı daha yüksek yoğunluk kuzey kesiminde güney kesimine göre yuvarlak kereste bulunur.
Daha sonra, çift kenarlı bir kiriş elde etmek için levhayı her iki taraftan çıkarmak için bir elektrikli testere kullanın. Sırasıyla işin başında seçilen kesme düzenine göre kesilir. Çözüm, kenarları kesilmemiş bir tahtadır. Eğer gövdede belirli bir oranda kusur varsa, gövdenin dik açıda veya 180° döndürülmesiyle dairesel kesim mümkündür.
Bitmiş malzeme miktarı, kesim fiyatı
çıkış yararlı malzeme iğne yapraklı ve yaprak döken türlerden yüzde olarak farklılık gösterir. Elde edilen kereste için iğne yapraklı ağaçlar aşağıdaki göstergeler karakteristiktir:
- işlemin profesyonel bir kişi tarafından yapılması ve dairesel bir kereste fabrikası kullanılması koşuluyla, bitmiş ahşap yüzdesi en yüksek olacaktır (%80-85);
- makinelerin ürettiği kenarlı malzeme ortalama %55-70'tir;
- Motorlu testere ile kullanıldığında, kesilmemiş bir tahta %30'a kadar atık bırakır.
Rakamlar, miktarı %30'a ulaşabilen bitmiş kesilmiş kereste dikkate alınmadan verilmiştir. Ancak bu tür malzeme belirli kusurlara izin veren ürünler için kullanılır.

Yaprak döken yuvarlak kereste, bitmiş kesilmemiş kerestenin %60'ını ve kenarlı kerestenin yaklaşık %40'ını üretir. Bu, yuvarlak kerestenin başlangıçtaki eğriliği ile açıklanmaktadır. Elde edilen ürün miktarını artırmak mümkündür: bunun için çeşitli türlerde orman işleme makineleri gerekecektir. Belirli bir cihaz türü kereste miktarını %10-20 oranında artırabilir. Bir küp kereste için yaklaşık 10 küp yaprak döken yuvarlak keresteye ihtiyacınız olacak. Ek ekipmanın kurulum maliyeti, bitmiş kerestenin maliyeti ile telafi edilecektir. Özel hatlar daha fazla hacim sağlar ancak bunların kullanılması yalnızca aşağıdaki durumlarda tavsiye edilir: büyük arsa. Normal bir kereste fabrikasında odun kesmenin ortalama fiyatı, metreküp tahta başına yaklaşık 150-180 ruble olacaktır.
Testere haritası
Testere haritası, bir kütükten en uygun bitmiş kereste miktarının hesaplanmasıdır. Her bir kütük çapı için bunu kendiniz hesaplayabilir veya kullanabilirsiniz. bilgisayar programı Hesaplamayı büyük ölçüde kolaylaştıran ve fiyatı oldukça uygun olan.

Veya kaynak sıradan bir kereste fabrikası referans kitabı olabilir. Sonuç, temel olarak kullanılan bir tablodur. Her türlü ahşaptan daha fazla kereste elde etmek için kereste fabrikası ataşmanı her zaman verilerine göre yönlendirilmelidir.
Yeni ziyaretçi
Kayıtlı ziyaretçi
Tomruk kesme programlarının fonksiyonlarının ayrıntılı açıklaması. Odun verimini %10-15 artıracak, sac hazırlama sürecini %500-700 hızlandıracak bir asistanı sizlere sunuyoruz.

Kütükleri aynı genişlik ve kalınlıkta levhalar halinde kesmek için Pi2 programı.
Pi2'yi çalıştırmak aşağıdaki sonucu verir:1. Tomrukları kesmek için teknolojik haritalar.
2. Testere verimliliğinde %10-15 oranında artış.
3. Verimlilik ve kesim kalitesinin insan faktörüne bağımlılığının azaltılması.
“Tersine” hesaplamalar mümkündür: Kullanıcı yalnızca panonun boyutlarını belirtir ve program, bu panoyu üretmek için gereken minimum kütük boyutunu önerir (hesaplar). Günlükleri panoların boyutuna göre sıralayabilirsiniz.
En iyi kesimi (en yüksek verimi) seçmek için birçok hesaplama yapın. Hesaplama raporu Excel'de sunulur. Verileri muhasebe sisteminize aktarmak uygundur.
Pitago (Pitago) - akıllı bir mühendis yardımcısı...
Küçülme noktası* kütüğün kalın ucundan itibaren metre cinsinden mesafedir ve kütüklerin yakınsamasından dolayı ince uç yönünde azalmanın göründüğü yerden başlar.
Pitago - tamamen çevrimiçi çözüm dahil olmak üzere herhangi bir cihazda kullanabilirsiniz. Cep telefonları ve tabletler.
Tomrukları şerit kereste fabrikasında işlemek için kabul edilen teknolojiye uymak gerekir. Bu şekilde maksimum tutarı alabilirsiniz kaliteli malzemeler- tahtalar ve kereste. Ancak önce temel kesme kurallarına aşina olmalısınız.
Ağaç kesme türleri
İlk aşamada kütükten bir araba oluşturulur. Bunu yapmak için her iki tarafta da kesimler yapılır. Bazı durumlarda dört tarafta da işlem yapılır. İlk önce iş parçasının bant kesiminin bir haritası hazırlanır ve üzerinde bileşenlerin boyutları gösterilir.
Bir şema seçerken belirleyici parametre, günlüğün işlenme yönüdür. Özellikle kesici kenarın yıllık halkalara göre hareketi. Buna göre, kendine özgü bir yapıya sahip, çeşitli niteliklerde kereste oluşur. dış görünüş. Sadece estetik nitelikleri değil, fiyatları da buna bağlıdır.
Aşağıdaki kesim türleri ayırt edilir:
- teğetsel. Kesim yıllık halkalara teğet olarak yapılır. Sonuç olarak yüzeyde kemer ve halka şeklinde dikdörtgen desenler oluşuyor;
- radyal. Bunu gerçekleştirmek için yıllık halkalar boyunca dikey işleme gereklidir. Özel bir özellik, tek tip modeldir;
- enine. İşleme lifler boyunca gerçekleşir, kesim deseni yıllık halkalardan oluşan eşit bir kesimdir;
- kırsal. Herhangi bir açıda yapılabilir, belirli sayıda budak, diri odun veya benzeri kusurlar içerir.
Ağaç işleme endüstrisi sıklıkla atık kullanıyor şerit testere kütükler - levha. Bir tarafta düz bir düzlem var, diğer tarafta işlenmemiş durumda.
En doğru kesimi yapmak için kullanılması tavsiye edilir. özel programlar. Sadece boyutları dikkate almıyorlar kaynak materyal, ama aynı zamanda ahşabın türü.
Kereste fabrikasında kütüğün 180° döndürülmesiyle kesme
Maksimum sayıda levha oluşturmak için bazı bant işleme proseslerinin 180° döndürüldüğü bir teknolojinin kullanılması tavsiye edilir. Bu, maksimum miktarda kereste elde etmenizi sağlar. çeşitli türler keser.
İşleme prensibi, kütüğün kenarları boyunca birbirine göre 90° açıyla yerleştirilmiş ilk kesimleri yapmaktır. Daha fazla bant kesimi için temel oluşturacaklar. Çalışma, kesme elemanlarının dikey düzenine sahip ekipman üzerinde gerçekleştirilir. Bagajın çapı en az 26 santimetre olmalıdır.
Adım adım iş sırası.
- Kesme kenarının bulunduğu tarafın işlenmesi. Sonuç iki tahtadır.
- İş parçasını 90° döndürün. Kesim karşı taraftan yapılır. Ürün sayısı 3 ila 4 arasında değişmektedir.
- 90° tekrarlanan dönüş. Kaynak materyalin ana kısmı işlenir. Ne planladığınıza bağlı olarak 7-8 parça elde edebilirsiniz.
her şeye rağmen olumlu özellikler Bu yöntemin önemli bir dezavantajı vardır - düşük üretim hızı. Kütüğün makinenin kesme kısmına göre konumunu otomatik olarak değiştirmek için bir bloğu olan ekipmanlarda kullanılması tavsiye edilir.
Ayrıntılı diyagram çoğunlukla daha düşük kalite gereksinimleri olan rustik levhaların üretiminde kullanılır.
Kereste fabrikasında kütüğün 90° döndürülmesiyle kesme

Teğetsel ve radyal levhaların üretimi için farklı bir tekniğin kullanılması tavsiye edilir. Kusurların eşzamanlı analizi ile kütüklerin sistematik şerit işlenmesinden oluşur. Bu sayede istenilen kalitede ürünler elde edilebilmektedir.
Kesimden sonra iş parçası besleme yatağına yerleştirilir testere makinesi. Daha sonra aşağıdaki adımları tamamlamanız gerekmektedir.
- Birincil levhanın çıkarılması. Bu, tabanın genişliği 110-115 mm olana kadar gerçekleştirilir.
- Yaklaşık 28 mm kalınlığındaki kesilmemiş levhaların çıkarılması.
- Yüzeydeki kusur sayısı istenilen seviyeyi aşarsa malzeme 90° döndürülür. Tahtanın kalitesi yeterince yüksekse bir sonraki kesilir.
- İşlemin tekrarlanması.
Benzer bir teknik, bir kesme yüzeyine sahip olan veya geri kalan kısmı geçici olarak sökme işlevine sahip işleme üniteleri için de geçerlidir.
Yeterince fazla sayıda kusur varsa, iş parçasını bir kenara koyamazsınız, bunun yerine 180° çevirerek işleyebilirsiniz.
Yukarıda açıklanan bant işleme tekniği herhangi bir konfigürasyon oluşturmak için uygulanabilir. ahşap ürünler. Çoğu zaman çekirdek alanı kereste oluşturmak için kullanılır ve geri kalan parçalar tahta yapmak için kullanılır. Ancak istisnalar olabilir - bunların hepsi boşlukların gerekli şekline bağlıdır.
İşin kalitesi kereste fabrikasının mevcut durumundan, testerelerin bileme seviyesinden ve işlem hızından etkilenir. Üretim sürecine başlamadan önce bu faktörlerin dikkate alınması gerekir. Gerekirse ekipmanın önleyici bakımı veya onarımı yapılır.
Video, ev yapımı şerit kereste fabrikasında kütük kesme tekniğini gösteriyor:
Excel kullanarak optimum kütük kesiminin hesaplanması. Üretimden kaynaklanan hammadde israfını en aza indirmek her kereste fabrikası için önemlidir. İnşaat kütük üretiminin karlılığı büyük ölçüde buna bağlıdır.
Excel'de inşaat günlüklerinin kesilmesinin hesaplanmasına bir örnek
Tomrukların kesilmesini hesaplama programı, yuvarlak kütüklerin üretimi ve ahşap inşaatı için kendi işlerini kurmaya hazır olan küçük girişimciler için faydalı olacaktır.
Her biri 10 metre uzunluğunda belirli sayıda tomruk kesime gönderiliyor. Kereste fabrikası aşağıdaki miktarlarda odun hammaddesi tedariki için bir sözleşme imzaladı:
- Her biri 5 metre olan 100 kütük;
- Her biri 4 metre olan 200 kütük;
- 300 kütük, her biri 3 metre.
Sözleşme koşullarını karşılamak için kesilmesi gereken en uygun kütük sayısı nedir? Başka bir deyişle, tahtaların nasıl kesileceği minimum miktarüretim atığı mı?
Günlükleri kesme problemini çözme
Bir çözüm modeli oluşturmak için tüm unsurların belirlenmesi gerekir. olası seçenekler 10 metre uzunluğundaki kütüklerin, atık uzunluğu dikkate alınarak 3, 4 ve 5 metrelik bölümlere ayrılması. Bu tür hesaplamaların sonucu 6 kesme seçeneğinin belirlenmesidir:
- Her biri 5 m'lik 2 ışın (0 m atık).
- 2 ışın 5m + 4m (1m atık).
- 2 ışın 5m + 3m (2m atık).
- 3 ışın 3m + 3m + 4m (0m atık).
- Her biri 4 m'lik 2 ışın (2 m atık).
- Her biri 3 m'lik 3 ışın (1 m atık).
Problemin koşullarına göre X i, i yöntemi kullanılarak kesilir. O zaman aşağıdaki şema doğru olacaktır:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => dk
Şöyle bir sistem oluşturabilirsiniz:
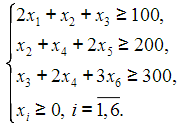
Bir sonraki adım problemin başlangıç koşullarını içerecek bir Microsoft Excel tablosu hazırlamaktır.
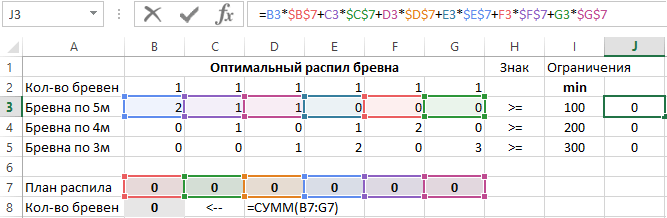
Kısıtın sol tarafını ve amaç fonksiyonunu hesaplamak için ilgili formüller tanıtılmıştır. J3:J5 hücrelerini şu formüllerle doldurun:
Ve B8 hücresine şu formülü girin: =TOPLA(B7:G7).
Daha sonra “Çözüm Arama” ve “Çözüm Arama Parametreleri” modüllerinin formunu doldurun. Bunu yapmak için B8 hücresine gidin ve “VERİ” - “Analiz” - “Çözüm Arama” sekmesindeki aracı kullanın. Bu sekmede bu araç yoksa talimatları okuyun.

