Berita bintang












Kami sedang memulihkan gear pendaratan. Kaedah untuk memulihkan tempat duduk galas bergolek. Memilih kesesuaian galas
Pilihan pendaratan yang betul, memastikan kebersihan yang diperlukan dan toleransi dimensi permukaan galas adalah faktor utama memastikan ketahanan dan kebolehpercayaan mekanisme.
Pendaratan yang betul - syarat yang paling penting prestasi galas.
Berdasarkan ciri-ciri operasi galas, cincin yang berputar harus dipasang pada permukaan penyokong tanpa bergerak, dengan ketegangan, dan cincin tidak bergerak harus masuk ke dalam lubang dengan jurang minimum, secara relatif bebas.

Pemasangan gelang berputar dengan gangguan menghalangnya daripada berpusing, yang boleh menyebabkan kehausan permukaan penyokong, kakisan sentuhan, ketidakseimbangan galas, penyalaan sokongan dan pemanasan yang berlebihan. Jadi, pada asasnya, galas dipasang pada aci yang beroperasi di bawah beban.
Untuk cincin pegun, jurang kecil juga berguna, dan keupayaan untuk memutarnya tidak lebih daripada sekali sehari menjadikan haus permukaan sokongan lebih seragam dan meminimumkannya.

Terma asas
Mari kita lihat dengan lebih dekat istilah dan konsep asas yang mentakrifkan padanan bearing. Kejuruteraan mekanikal moden adalah berdasarkan prinsip kebolehtukaran. Mana-mana bahagian yang dibuat mengikut satu lukisan mesti dipasang dalam mekanisme, melaksanakan fungsinya, dan boleh ditukar ganti.
Untuk melakukan ini, lukisan menentukan bukan sahaja dimensi, tetapi juga sisihan maksimum dan minimum daripada mereka, iaitu, toleransi. Nilai toleransi diseragamkan sistem bersatu untuk toleransi, pendaratan ESDP, dibahagikan dengan darjah ketepatan (kualiti), diberikan dalam jadual.

Ia juga boleh didapati dalam jilid pertama Buku Panduan Pereka Mekanikal Anuriev, dan GOST 25346-89, serta 25347-82 atau 25348-82.
Menurut GOST 25346-89, 20 gred ketepatan ditakrifkan, tetapi dalam kejuruteraan mekanikal ia biasanya digunakan dari 6 hingga 16. Lebih-lebih lagi, semakin rendah nombor kualiti, semakin tinggi ketepatannya. Untuk pendaratan bebola dan galas penggelek, 6.7, kurang kerap 8 kelayakan adalah relevan.

Dalam kelayakan yang sama, saiz toleransi adalah sama. Tetapi sisihan atas dan bawah saiz dari nilai nominal terletak secara berbeza dan kombinasi mereka pada aci dan lubang membentuk kesesuaian yang berbeza.
Terdapat padanan yang menjamin pelepasan, gangguan dan padanan peralihan yang melaksanakan kedua-dua pelepasan minimum dan gangguan minimum. Pendaratan ditetapkan oleh huruf kecil Latin untuk aci, yang besar untuk lubang, dan nombor yang menunjukkan kualiti, iaitu, tahap ketepatan. Penamaan pendaratan:
- dengan kelegaan a, b, c, d, e, f, g, h;
- js peralihan, k, m, n;
- dengan gangguan p, r, s, t, u, x, z.
Mengikut sistem lubang, untuk semua gred ia mempunyai toleransi H, dan sifat kesesuaian ditentukan oleh toleransi aci. Penyelesaian ini memungkinkan untuk mengurangkan bilangan tolok kawalan dan alat pemotong yang diperlukan dan merupakan keutamaan. Tetapi dalam beberapa kes, sistem aci digunakan di mana aci mempunyai toleransi h, dan kesesuaian dicapai dengan pemesinan lubang. Dan tepatnya kes sedemikian ialah putaran cincin luar galas bebola. Contoh reka bentuk sedemikian ialah penggelek ketegangan atau gendang penghantar tali pinggang.

Memilih kesesuaian galas
Antara parameter utama yang menentukan kesesuaian galas:
- sifat, arah, magnitud beban yang bertindak pada galas;
- ketepatan galas;
- kelajuan putaran;
- putaran atau imobilitas gelang yang sepadan.
Keadaan utama yang menentukan pendaratan ialah imobilitas atau putaran gelang. Untuk cincin pegun, muat dengan kelegaan kecil dipilih dan putaran perlahan secara beransur-ansur dianggap sebagai faktor positif yang mengurangkan haus keseluruhan dan menghalang kehausan tempatan. Gelang berputar mesti diletakkan dengan ketegangan yang boleh dipercayai yang menghalang putaran berhubung dengan permukaan tempat duduk.
Seterusnya faktor penting, yang patut sepadan di bawah galas pada aci atau dalam lubang, adalah jenis pemuatan. Terdapat tiga jenis pemuatan utama:
- peredaran apabila cincin berputar relatif kepada beban jejarian yang sentiasa bertindak dalam satu arah;
- tempatan untuk gelang pegun berbanding dengan beban jejarian;
- berayun dengan beban jejarian berayun relatif kepada kedudukan gelang.

Mengikut tahap ketepatan galas, dalam susunan yang semakin meningkat, mereka sepadan dengan lima kelas 0,6,5,4,2. Untuk kejuruteraan mekanikal dengan beban rendah dan saiz purata, contohnya untuk kotak gear, kelas 0 adalah perkara biasa, yang tidak ditunjukkan dalam penetapan galas. Untuk keperluan ketepatan yang lebih tinggi, gred enam digunakan. hidup kelajuan yang lebih tinggi 5.4 dan hanya dalam kes luar biasa yang kedua. Contoh darjah enam 6-205.
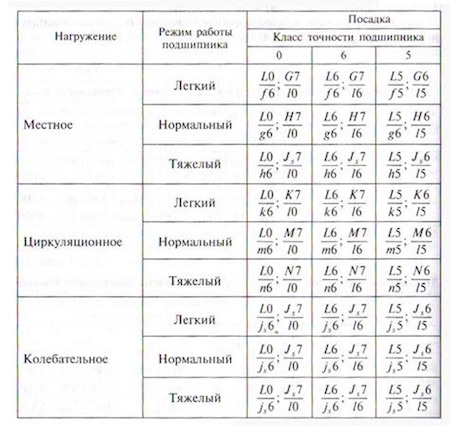
Dalam proses reka bentuk mesin sebenar, kesesuaian galas pada aci dan dalam perumahan dipilih mengikut keadaan operasi menggunakan jadual khas. Mereka diberikan dalam jilid dua Buku Panduan jurutera mekanikal Vasily Ivanovich Anuriev.

Untuk jenis beban tempatan, jadual mencadangkan padanan berikut.

Di bawah keadaan pemuatan edaran, apabila daya jejarian bertindak ke atas keseluruhan laluan perlumbaan, keamatan beban diambil kira:
Pr=(k1xk2xk3xFr)/B, Di mana:
k1 - faktor beban dinamik;
k2 – pekali pengecilan untuk aci berongga atau perumahan berdinding nipis;
k3 - pekali ditentukan oleh pengaruh daya paksi;
Fr – daya jejari.
Nilai pekali k1 dengan beban lampau kurang daripada satu setengah kali, getaran dan kejutan sedikit diambil sama dengan 1, dan dengan beban lebihan yang mungkin satu setengah hingga tiga kali, getaran kuat, kejutan k1 = 1.8.
Nilai k2 dan k3 dipilih daripada jadual. Selain itu, untuk k3, nisbah paksi kepada beban jejari, yang dinyatakan oleh parameter Fc/Fr x ctgβ, diambil kira.

Kesesuaian galas sepadan dengan pekali dan parameter keamatan beban diberikan dalam jadual.

Rawatan tempat duduk dan penetapan padanan galas pada lukisan.
Tempat duduk galas pada aci dan dalam perumah mesti mempunyai chamfers terkemuka. Kekasaran tempat duduk ialah:
- untuk jurnal aci dengan diameter sehingga 80 mm untuk kelas 0 galas Ra=1.25, dan untuk diameter 80...500 mm Ra=2.5;
- untuk jurnal aci dengan diameter sehingga 80 mm untuk galas kelas 6.5 Ra=0.63 dan dengan diameter 80...500 mm Ra=1.25;
- untuk lubang dalam perumah dengan diameter sehingga 80 mm untuk galas kelas 0 Ra=1.25, dan dengan diameter 80...500 mm Ra=2.5;
- untuk lubang dalam perumah dengan diameter sehingga 80 mm untuk galas kelas 6,5,4 Ra=0.63, dan dengan diameter 80...500 mm Ra=1.25.
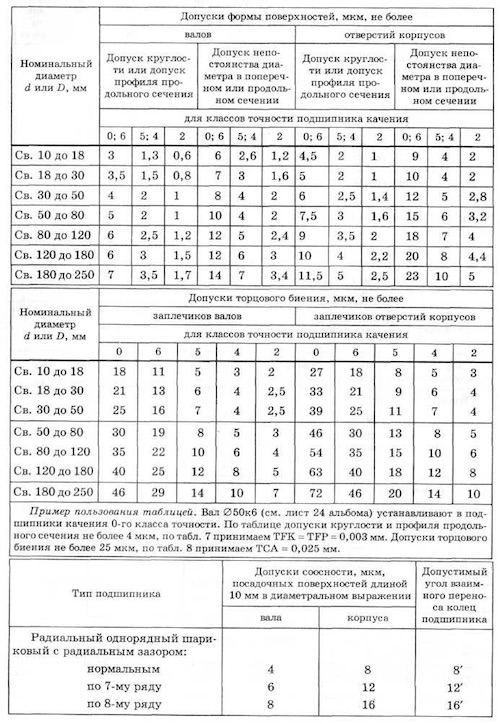
Lukisan itu juga menunjukkan sisihan bentuk tempat duduk galas dan bahagian hujung bahu untuk sokongan mereka.
Contoh lukisan yang menunjukkan kesesuaian bearing pada aci F 50 k6 dan sisihan bentuk.

Nilai sisihan bentuk diambil dari jadual bergantung pada diameter galas yang sesuai pada aci atau dalam perumahan dan ketepatan galas.
Lukisan menunjukkan diameter aci dan perumah untuk muat, contohnya, F20k6, F52N7. Pada lukisan pemasangan, anda hanya boleh menunjukkan saiz dengan toleransi dalam penetapan huruf, tetapi pada lukisan bahagian, adalah dinasihatkan untuk memberikan, sebagai tambahan kepada penetapan huruf toleransi, ungkapan berangkanya untuk kemudahan pekerja. Dimensi dalam lukisan ditunjukkan dalam milimeter, dan nilai toleransi adalah dalam mikrometer.
Artikel tersebut menerangkan teknologi untuk memulihkan tempat duduk galas menggunakan komposit Molekul Chester.
Pada jurang sehingga 0.25 mm: Pelekat anaerobik Molekul Chester digunakan untuk mengelakkan putaran galas.
Untuk memulihkan tempat duduk yang pecah dengan diameter lebih daripada 1 mm, bahan digunakan untuk: Chester Metall Super, Chester Metall Super SL, Chester Metall Super Fe, Chester Metall Rapid Dan Chester Metal Istimewa
Rajah 1. Pemakaian tempat duduk
#1 Teknologi Pemulihan

Teknologi Pemulihan No. 2
Teknologi ini direka untuk memulihkan tempat duduk galas dalam perumah.Pemilihan bahan komposit
Bahan komposit pembaikan hendaklah dipilih berdasarkan keadaan pembaikan:
- Untuk pembaikan segera - Chester Metall Rapid E [Chester Metall Rapid E]
- Untuk pembaikan biasa - hester Metall Super [Chester Metal Super]
- untuk pembaikan khas atau kompleks - Chester Metall Super SL [Chester Metall Super SL] dengan masa pempolimeran yang panjang
Teknologi pembaikan
 Menyediakan permukaan konduktor
Menyediakan permukaan konduktor Untuk membentuk tempat duduk galas, perlu menggunakan jig (sendal) yang mempunyai keperluan diameter luar dan kebenaran untuk berbuat demikian. Jika boleh, buat permukaan konduktor dengan kurang kekasaran (mengisar atau menggilap). Risiko, calar dan jalan berlubang tidak boleh diterima pada permukaan konduktor. Permukaan konduktor yang disediakan, yang akan membentuk permukaan tempat duduk galas, mesti dirawat dengan Ejen Pelepas Chester untuk mengelakkan sentuhan pelekat bahan polimer dengan permukaan konduktor. Cecair pelepas digunakan dalam dua lapisan. nasi. Lapisan pertama disapu dengan teliti, yang kedua digunakan dengan murah hati. Konduktor boleh ditanggalkan (Rajah 4), terdiri daripada dua bahagian, tetapi dalam kes ini perlu mempunyai peranti pengembangan yang menekan konduktor ke permukaan yang haus.

nasi. 4 Pemasangan konduktor
Galas itu sendiri, permukaannya juga dirawat dengan cecair pemisah, boleh digunakan sebagai konduktor.
Penggunaan bahan dan pemasangan konduktor
- Sediakan bahan polimer mengikut arahan syarikat.
- Mohon lapisan nipis ke permukaan yang disediakan dan gosokkannya dengan teliti ke dalam ketidakteraturan mikro pada permukaan.
- Sapukan lapisan bahan polimer dengan ketebalan yang menyediakan Kenalan penuh bahan pada permukaan jig, dengan sejumlah kecil bahan polimer digunakan pada pusat haus
- Pasang konduktor ke dalam perumahan (Gamb. 4) dengan polimer logam yang digunakan supaya ia membentuk permukaan, memerah bahan berlebihan, yang harus dikeluarkan dengan staple. Untuk memastikan penjajaran, anda boleh menggunakan pelekap jig sambungan berulir ke permukaan sisi badan atau di sepanjang permukaan silinder lain.
- Selepas menyelesaikan pempolimeran awal bahan, konduktor harus dikeluarkan.
Teknologi Pemulihan No. 3
Bahan komposit pembaikan hendaklah dipilih berdasarkan keadaan pembaikan (Lihat teknologi pembaikan No. 2)
Operasi persediaan
 Menyediakan tempat duduk galas dalam perumahan
Menyediakan tempat duduk galas dalam perumahan
Bersihkan kerusi yang rosak secara mekanikal daripada gris dan karat. Pemprosesan mekanikal boleh dilakukan dengan burr. Selepas rawatan mekanikal, permukaan yang haus harus mempunyai kekasaran Ra 20 -40
Penyahgaraman permukaan
Selepas operasi penyediaan mekanikal, permukaan hendaklah dibersihkan dan dinyahnyah dengan pembersih proprietari. Chester F7 [Chester F7]. Penyahgris permukaan dilakukan dengan kain bersih, dibasahkan dengan pembersih. Basuh perlu diulang beberapa kali. Kebersihan permukaan dikawal oleh kain putih bersih yang dibasahkan dengan pembersih - tiada kesan harus kekal pada kain putih
Pemasangan peranti pemusatan. Memohon bahan dan memasang bearing pada jig
Memohon bahan dan memasang bearing pada jig
- Pasir cincin luar galas dengan kertas pasir (grit No. 400).
- Bersihkan dan degrease permukaan galas dengan pembersih Chester F7 [Chester F7]
- Sapukan cecair pelepas Ejen Pelepas Chester ke permukaan galas dan gosokkannya dengan kain buruk ke permukaan galas. Sapukan semula agen pelepas Rajah 6 Memasang cecair peranti pada permukaan galas
- Sediakan bahan polimer mengikut arahan syarikat
- Sapukan bahan polimer pada gelang luar galas yang dimesin
- Sapukan lapisan nipis bahan polimer pada permukaan lubang teknologi yang disediakan dan gosokkannya dengan teliti ke dalam ketidakteraturan mikro permukaan
- Sapukan lapisan bahan polimer dalam ketebalan yang memastikan sentuhan rapat bahan dengan permukaan galas, dengan sejumlah kecil bahan polimer digunakan pada pusat haus.
- Pasang galas pada lekapan di perumahan dengan polimer logam yang digunakan (Rajah 4) supaya ia membentuk permukaan, memerah bahan berlebihan, yang harus dikeluarkan dengan spatula
- Selepas pempolimeran awal selesai dan bahan telah mendapat kekuatan untuk membolehkan pemprosesan mekanikal (mengikut arahan proprietari), peranti pemusatan dikeluarkan dan dijalankan perhimpunan lengkap unit.
Pemilik paten RU 2296660:
Ciptaan ini berkaitan dengan bidang kejuruteraan mekanikal, iaitu kaedah untuk memulihkan tempat duduk galas bergolek. Pemasangan galas dibongkar dan permukaan tempat duduk berubah bentuk apabila menggunakan galas dirawat dengan penyelesaian. Bahan pemulihan cair, yang menghablur pada suhu 70°C dan cair pada suhu melebihi 340°C, digunakan pada permukaan cacat tempat duduk galas yang dirawat dengan larutan. Bahan pemulihan mempunyai sifat likat dan ciri kekuatan-mekanikal yang sepadan dengan bahan tempat duduk galas. Kemudian galas dipanaskan dalam minyak hingga suhu 80-90°C. Pemasangan galas dipasang dengan memasang galas yang dipanaskan pada tempat duduknya. Akibatnya, kos dikurangkan dan keamatan buruh dikurangkan. kerja pembaikan.
Ciptaan ini berkaitan dengan bidang kejuruteraan mekanikal dan industri lain di mana galas bergolek digunakan di bawah beban berat, yang membawa kepada ubah bentuk tempat duduk galas bergolek.
Terdapat kaedah yang diketahui untuk memulihkan aci engkol yang haus, di mana jurnal diproses secara mekanikal dengan penembusan teknologi ke dalam badan permukaan yang dipulihkan sepanjang keseluruhan lebar antara pipi jurnal dengan pembentukan fillet dan rawatan haba seterusnya aci engkol. Lapisan pemampas haus logam dalam bentuk cincin belah atau cincin separuh diikat pada leher yang dirawat dengan mengimpal sambungannya. Jahitan kimpalan terletak di kawasan yang dihadkan oleh 25-50° putaran aci engkol dari pusat mati atas, dan jahitan kedua, apabila menggunakan setengah cincin, diposisikan relatif kepada yang pertama dengan putaran 180°. Sejukkan kimpalan pada suhu persekitaran, memberikan ketegangan gelang belah 0.1...0.15 mm. Apabila menggunakan cincin berpecah, melalui lubang dengan diameter 5-7 mm dibuat di dalamnya. Lubang dalam cincin berpecah dengan jurnal aci, yang terletak bertentangan dengan kimpalan, dikimpal terlebih dahulu, dan lubang yang tinggal dikimpal, secara simetri menghampiri kimpalan, yang akan meningkatkan kekuatan keletihan aci engkol ke tahap bahagian baru. sambil pada masa yang sama memulihkan jurnal haus kepada saiz nominal.
Terdapat kaedah yang diketahui untuk membaiki pemasangan galas, yang termasuk pembongkaran, bahagian penyelesaian masalah, pemasangan dalam bentuk pemasangan pada permukaan tempat duduk gelang luar galas haus dua plat dan pemasangan yang bertentangan secara diametrik tempatan. Ketebalan plat ditentukan oleh formula Sc=Sr+Su, di mana Sc ialah jumlah ketebalan plat; Sr - kelegaan jejari dalam galas yang haus; Su - jurang dalam sambungan antara lubang perumahan dan cincin luar galas, dengan mengambil kira haus. Panjang setiap plat tempatan ditentukan dengan pengiraan.
Kelemahan kaedah ini adalah kos yang tinggi dan intensiti buruh kerja pembaikan.
Terdapat kaedah yang diketahui untuk memulihkan permukaan aci galas gelongsor yang haus, yang terdiri daripada memanaskan zon mengeras bahagian dengan bahan pengikat yang sebelum ini digunakan padanya (contohnya, daripada pes yang diperbuat daripada bahan termendap) dalam induktor semasa berfrekuensi tinggi sebelum mencairkan bahan pengikat dan permukaannya ke tempat haus bahagian, mengimbangi kehausannya, dicirikan bahawa ia dijalankan dengan memanaskan permukaan haus bahagian itu ke suhu melebihi 50-100 ° C suhu daripada titik kritikal AC 3, dan kemudian menyejukkan permukaan termendap bahagian haus pada kadar pengerasan, dan bahan dengan takat lebur tidak melebihi suhu pengerasan bahan produk digunakan sebagai pengikat.
Kelemahan kaedah ini adalah kos yang tinggi dan intensiti buruh kerja pembaikan.
Penyelesaian teknikal terdekat yang digunakan untuk prototaip ialah kaedah memulihkan aci engkol dengan membina permukaan haus galas gelongsor, yang direalisasikan dengan melapik jurnal paksi rod utama dan penyambung aci engkol dengan sesendal berpecah yang diperbuat daripada bahan dengan rintangan lelasan yang tinggi, dikimpal di sepanjang garisan potongannya dengan ketat pada jurnal aci permukaan, dilincirkan dengan gam atau pengedap khas sebelum menghubungi sesendal terbelah.
Kelemahan kaedah ini ialah kos yang tinggi dan intensiti buruh kerja.
Perbandingan penyelesaian yang dicadangkan dengan prototaip dan penyelesaian serupa yang diketahui daripada tahap teknologi sedia ada membolehkan kami mewujudkan pematuhannya dengan kriteria kebolehpaten "kebaharuan" dan "langkah inventif".
Hasil teknikal ciptaan yang didakwa adalah untuk mengurangkan kos dan keamatan buruh kerja pembaikan untuk memulihkan tempat duduk galas bergolek.
Keputusan teknikal ini dicapai dengan fakta bahawa kaedah untuk memulihkan tempat duduk galas bergolek termasuk membongkar pemasangan galas, merawat permukaan kerusi yang cacat semasa penggunaan galas dengan larutan dan memasang pemasangan galas, manakala, menurut ciptaan itu. , bahan penghabluran digunakan pada permukaan ubah bentuk tempat duduk galas yang dirawat dengan larutan. suhu 70°C dan bahan penurun cair lebur pada suhu melebihi 340°C dengan sifat likat dan ciri kekuatan-mekanikal yang sepadan dengan bahan tempat duduk galas, kemudian galas dipanaskan dalam minyak hingga suhu 80-90°C dan pemasangan galas dipasang dengan memasang galas yang dipanaskan ke tempat duduknya.
Intipati kaedah pelaksanaan adalah seperti berikut.
Kepada yang diproses penyelesaian khas Cairan bahan metalisasi pemulihan digunakan pada permukaan cacat tempat duduk galas, dan kemudian galas yang dipanaskan dalam minyak dipasang pada tempat duduknya. Galas dipanaskan pada suhu 80-90°C dan, dengan itu, memastikan pemanasan bahan pemulihan kepada suhu 70°C, di mana bahan tersebut mengkristal dan memperoleh kekuatan dan ciri mekanikal bahan tempat duduk.
Kaedah yang dicadangkan memungkinkan untuk mengurangkan masa henti peralatan, kos dan keamatan buruh apabila memulihkan tempat duduk galas bergolek.
kesusasteraan
1. Nombor Paten RF 94019772. Ponurovsky A.A. Ponurovsky A.A. Kaedah untuk memulihkan aci engkol dan galas biasanya. IPC V23R 6/00. Cepat. 1994.05.26. Publ. 1996.09.10. Reg. No 94019772/02.
2. Nombor paten RF 2235009. Kaedah untuk membaiki pemasangan galas. / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Cepat. 2001.02.21. Publ. 2002.09.20. Reg. No 2001105022/02.
3. Nombor Paten RF 2189298. Kaedah untuk membaiki unit galas / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Cepat. 2001.02.21. Publ. 2002.09.20. Reg. No 2001105022/02.
4. Nombor paten RF 95117550. Kaedah untuk memulihkan permukaan tempat duduk yang haus bagi aci untuk galas biasa. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Cepat. 1995.10.17. Publ. 1997.10.20. Reg. Nombor 95117550/02.
5. Nombor Paten RF 2105650. Kaedah untuk memulihkan permukaan tempat duduk aci yang haus - galas biasa. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Cepat. 1995.10.17. Publ. 1998.02.27. Reg. Nombor 95117550/02.
Kaedah untuk memulihkan tempat duduk galas bergolek, termasuk menanggalkan pemasangan galas, merawat permukaan tempat duduk yang cacat apabila menggunakan galas dengan larutan dan memasang pemasangan galas, dicirikan bahawa bahan penghabluran yang menghablur pada suhu 70°C dan cair pada suhu di atas digunakan pada permukaan cacat tempat duduk galas yang dirawat dengan larutan 340°C bahan penurun cair dengan sifat likat dan ciri kekuatan-mekanikal yang sepadan dengan bahan tempat duduk galas, kemudian galas itu dipanaskan dalam minyak hingga suhu 80-90°C dan pemasangan galas dipasang dengan memasang galas yang dipanaskan pada tempat duduknya.
Paten yang serupa:
Ciptaan ini berkaitan dengan teknologi untuk memulihkan atau mengukuhkan melalui permukaan arka elektrik yang haus permukaan bahagian keluli, terutamanya kereta penumpang dan barang bagi kereta api kereta api.
Ciptaan ini berkaitan dengan bidang kejuruteraan mekanikal dan pembaikan bahagian mesin dan boleh digunakan untuk memulihkan dan meningkatkan kebolehpercayaan unit "lubang pin" pada rasuk gandar hadapan kereta.
Ciptaan ini berkaitan dengan kaedah kimia dan fizikal untuk perlindungan terhadap kakisan dan boleh digunakan dalam industri minyak dan gas, iaitu, untuk pembaikan dan pemulihan suis pemeteran kumpulan berbilang laluan dalam lubang bawah tertakluk kepada kakisan.
Ciptaan ini berkaitan dengan bidang kaedah pemprosesan pemulihan dan pengukuhan dalam kejuruteraan mekanikal, iaitu teknologi dan peralatan yang digunakan dalam proses pemprosesan ultrasonik bahagian berulir kon luaran atau dalaman sedemikian. unsur konstituen lajur minyak, seperti tiub, paip gerudi dan selongsong, atau seperti sub dan gandingan, yang melaluinya paip disambungkan ke lajur minyak
Ciptaan ini berkaitan dengan bidang kaedah pemprosesan pemulihan dan pengukuhan dalam kejuruteraan mekanikal, iaitu kepada teknologi dan peralatan yang digunakan dalam proses pemprosesan ultrasonik bahagian berulir kon luaran atau dalaman komponen seperti tiang minyak seperti tiub, gerudi dan paip selongsong, atau seperti sub dan gandingan, yang melaluinya paip disambungkan ke dalam tiang minyak
Ciptaan ini berkaitan dengan bidang kaedah pemprosesan pemulihan dan pengukuhan dalam kejuruteraan mekanikal, iaitu teknologi dan peralatan yang digunakan dalam proses pemprosesan ultrasonik bahagian berulir luaran atau dalaman bahagian, terutamanya komponen lajur minyak seperti tiub, paip penggerudian dan selongsong, atau seperti sub dan gandingan, yang melaluinya paip disambungkan ke dalam tiang minyak
Ciptaan ini berkaitan dengan bidang kejuruteraan mekanikal, iaitu kaedah untuk memulihkan tempat duduk galas bergolek