Stjerne nyheder












Program til at skære træstammer på båndsavværker. Metoder til skæring af træstammer på et båndsavværk. Funktioner af træforarbejdning
Skovsavning er en cyklus af handlinger, der anvender en række forskellige teknologier, der sigter mod at opnå tømmer fra rundtømmer, der er egnet til videre brug i industrien. Processens varighed og arbejdsintensitet afhænger af den valgte metode til forarbejdning af rundtræ samt årstiden.
Værktøj og udstyr
Til produktionen bruges stammer og store grene. Alt materiale er opdelt i grupper efter tykkelse og tilstedeværelse af bark. Træforarbejdningsvirksomheder har ofte værksteder i nærheden af høststedet, hvor maskiner til indledende forarbejdning af træ er installeret.

Manuel afbarkning af træ
Træ, der ikke har bestået afbarkningsstadiet, kan bruges til gulvbelægning eller som rygbjælke i passende interiør, eller som en støtteanordning under byggeriet.

Industriel afbarkning af skove
Hvis der er planlagt en anden mulighed for at bruge træet, udføres savning, hvilket resulterer i følgende segmenter:
- ukantet og halvkantet (ru materiale, hvorfra bunden af gulvet, væggene eller loftet er monteret);
- kantet (beregnet til efterbehandling af gulvbelægning).
Skæringen kan udføres af en mobil organisation, der har alle de nødvendigt værktøj.

Træskæring kort
Rationel brug af materialet sikres ved overholdelse af skærekortet. Dette giver dig mulighed for at reducere omkostningerne på grund af spild, hvoraf kortets procentdel kan reduceres betydeligt. De anvendte værktøjer og typer af skovbearbejdningsudstyr afhænger af mængden, den ønskede kvalitet og størrelsen af det færdige tømmer.

De mest brugte er en rundsav og forskellige maskiner:
- cirkulære pga rundsav giver dig mulighed for at lave præcise snit i forskellige retninger. Velegnet til både professionelle og hjemmebrug, klarer sig godt med overgennemsnitlige rundtømmerdiametre;
- kædesav;
- maskiner til fjernelse af ren bark;
- savning på et båndsavværk gør det muligt at behandle tætte træstammer; det betragtes som det mest populære, da outputtet er materiale af høj kvalitet og en lille mængde affald;
- skivemaskine: produktion af tveægget tømmer og ikke kantede brædder;
- et rammesavværk kræver ikke et fundament, teknologien, der bruger det, giver dig mulighed for at installere udstyret i umiddelbar nærhed af fældningsstedet;
- finmåler behandlet universelle maskiner, outputtet producerer byggematerialer af høj kvalitet selv fra træstammer af lav kvalitet;
- savning af rundtømmer på en større træbearbejdningsvirksomhed bør udføres med det største antal tømmer, der adskiller sig fra resten i sin særlige kvalitet og præcise dimensioner. Til dette formål er der installeret specielle linjer til savning.
På savværket fås tømmer og kantede brædder ved at skære træstammer op til 7 m lange og 15-80 cm i diameter langs den langsgående linje. En rundsav har en eller flere diske, processer forskellig diameter skove efter deres mængde.

Skal du behandle en lille mængde træ derhjemme, kan du bruge en almindelig motorsav.
Skæring af træ
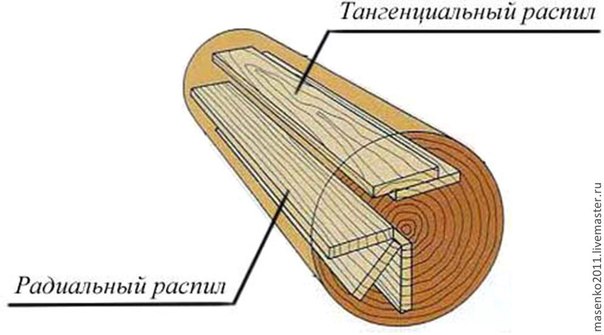
Før du vælger et værktøj, skal du beslutte dig for snittypen med fokus på loggens årringe. Der er flere typer:
- radial (langs radius);
- tangentiel (skæringen er parallel med en radius og rører ved årsringene);
- fibrene er placeret parallelt med skæringen, der udføres.
Blandt skæremetoderne vælges den, der er mest egnet til et bestemt tilfælde:
- Vagle. Savning af træ på denne måde udføres til løvtræer med en lille stammetykkelse og betragtes som den enkleste forarbejdning. Output: ukantede elementer og plader.
- Hvis du har en anden skovbearbejdningsmaskine, så er det muligt at skære op til 65% af materialet for at producere kantede brædder af samme bredde. Først skæres det tveæggede tømmer og brædderne på siderne, og derefter fås en vis mængde kantet tømmer af tømmeret.
- Mere specifikke metoder er sektor- og segmentsavning. Antallet af elementer i den første metode varierer fra 4 til 8, og afhænger af tykkelsen af stammen. Efter opdeling skæres elementer fra hver sektor langs en tangentiel eller radial linje. Den anden metode begynder med, at tømmeret kommer ud af den centrale del, og brædder skæres fra sidesegmenterne i en tangentiel retning.
- Til individuel skæring af træ er den cirkulære metode velegnet. Det er baseret på at dreje tømmerstokken 90° langs den langsgående linje efter hvert savet bræt. Dette giver dig mulighed for at overvåge kvaliteten af træet og straks fjerne berørte områder af stammen.
Manuelt arbejde: ved hjælp af en motorsav
Til hjemmeskæring af flere stammer er det ikke tilrådeligt at købe et værktøj, hvis omkostninger er flere gange højere end prisen færdige produkter. Hvis du har de nødvendige færdigheder, så er det mere effektivt og billigere at lave det hele nødvendigt arbejde en almindelig motorsav, eller kædeudstyr drevet af elektricitet. Naturligvis kræver sådant arbejde meget mere fysisk indsats og tid, men omkostningerne ved problemet reduceres betydeligt.
Arbejde for havegrund kræver beskæring af frugttræer, og det bliver også muligt yderligere at producere materiale til udhuse, uden at ty til tjenester fra specialister, så enhver forsigtig ejer vil foretrække at købe en motorsav. Oftest høstes nåletræ til hjemmet, og dette værktøj gør et fremragende stykke arbejde med at skære det. Takket være lige stammer er det nemmere at markere skærelinjer, hvilket øger arbejdshastigheden. Professionelle bruger i øvrigt oftest en motorsav, da den er kraftigere end en elektrisk og kan bruges overalt, uanset om der er strømkilder på skære- eller skærestedet.

For at bruge en motorsav til at skære træstammer, skal du bruge en anordning som f.eks. et savtilbehør samt skæreguider og fastgørelsesanordninger til bundstammen. Det rammeformede beslag er fastgjort til værktøjet, så det fortsat er muligt at justere afstanden mellem kæden og selve rammen. Dette gøres for at gøre det muligt at fremstille færdigt tømmer i forskellige tykkelser. For rollen som guide kan du tage enten en profil med den nødvendige længde eller en flad træplanke med tilstrækkelig stivhed. En speciel kæde er valgt til værktøjet, designet til at skære stammen på langs. Dens forskel fra de andre ligger i, at tænderne er skærpet i en bestemt vinkel.

Før du begynder at arbejde, skal du ikke kun forberede alle de nødvendige værktøjer. Uanset om en træbearbejdningsmaskine eller en manuel enhed er beregnet til at behandle stammen, er det første du skal gøre at gøre dig bekendt med skærekortet. Dette gøres for at minimere procentdelen af spild og øge udbyttet af nyttige produkter.
Det første, du skal bekymre dig om, når du skærer på langs, er den ensartede tæthed af de færdige brædder. For at gøre dette guider en kompetent sav værktøjet med østsiden træstammer mod vest, eller til omvendt retning. Dette er forklaret højere tæthed rundtømmer i sin nordlige del end i den sydlige del.
Brug derefter en motorsav til at fjerne pladen fra begge sider for at opnå en tveægget bjælke. Det saves til gengæld i overensstemmelse med det skæremønster, der er valgt i begyndelsen af arbejdet. Løsningen er et ukantet bræt. Hvis der er en vis procentdel af defekter i stammen, er et cirkulært snit muligt med stammen drejet i en ret vinkel eller 180°.
Mængde af færdigt materiale, skærepris
Afslut brugbart materiale fra nåletræer og løvfældende arter adskiller sig i procent. Til tømmer opnået fra nåletræer, følgende indikatorer er karakteristiske:
- forudsat at operationen udføres af en professionel, og der anvendes et rundsavværk, vil procentdelen af færdigt træ være den højeste (80-85%);
- det kantede materiale produceret af maskinerne er i gennemsnit 55-70%;
- Et ukantet bræt efterlader op til 30 % affald, når det bruges med en motorsav.
Tallene er givet uden hensyntagen til det færdige afhuggede tømmer, hvis mængde kan nå op på 30%. Sådant materiale bruges dog til produkter, der tillader visse defekter.

Løvfældende rundtømmer producerer 60 % af det færdige ukantede tømmer og omkring 40 % af det kantede tømmer. Dette forklares af den indledende krumning af rundtømmeret. Det er muligt at øge mængden af opnåede produkter: dette vil kræve skovbearbejdningsmaskiner af forskellige typer. En bestemt slags anordning kan øge mængden af tømmer med 10-20%. Til en terning tømmer skal du bruge omkring 10 terninger af løvtræ. Omkostningerne ved at installere ekstra udstyr vil blive tjent tilbage med omkostningerne til det færdige træ. Specielle linjer giver større volumen, men deres brug er kun tilrådeligt til stor grund. Den gennemsnitlige pris for savning af træ på et almindeligt savværk vil være cirka 150-180 rubler per kubikmeter brædder.
Savning af kort
Savkortet er en beregning af den optimale mængde færdigt tømmer fra én træstamme. Du kan selv beregne det for hver specifik trædiameter, eller du kan bruge computerprogram, hvilket i høj grad letter beregningen, og prisen er ret overkommelig.

Eller kilden kunne være en almindelig savværksopslagsbog. Resultatet er en tabel, der tages som grundlag. Savværkstilbehøret skal altid være orienteret efter dets data for at opnå mere tømmer af enhver type træ.
Ny gæst
Registreret besøgende
Detaljeret beskrivelse af funktionerne i træskæringsprogrammer. Vi tilbyder dig en assistent, der vil øge træudbyttet med 10-15% og fremskynde processen med at forberede skæreplader med 500-700%.

Pi2-program til at skære træstammer i brædder med samme specificerede bredde og tykkelse.
At køre Pi2 giver følgende resultat:1. Teknologiske kort til skæring af træstammer.
2. Øget savningsproduktivitet med 10-15%.
3. Reduktion af produktivitetens afhængighed og skærekvalitet af den menneskelige faktor.
"Omvendte" beregninger er mulige: brugeren angiver kun dimensionerne på brættet, og programmet foreslår (beregner) minimumsstørrelsen af loggen, der er nødvendig for at producere dette bræt. Du kan sortere kævlerne ud fra bræddernes størrelse.
For at vælge den bedste skæring (højeste udbytte) skal du udføre mange beregninger. Beregningsrapporten præsenteres i Excel. Det er praktisk at importere data til dit regnskabssystem.
Pitago (Pitago) - en smart assistentingeniør...
Wane point* er afstanden i meter fra den tykke ende af tømmerstokken, startende fra hvilken svind vises i retning af den tynde ende på grund af stokkenes konvergens.
Pitago - helt online løsning, du kan bruge det på enhver enhed, inklusive Mobiltelefoner og tabletter.
For at behandle træstammer på et båndsavværk er det nødvendigt at overholde den accepterede teknologi. På denne måde kan du få det maksimale beløb kvalitetsmaterialer- brædder og tømmer. Men først bør du sætte dig ind i de grundlæggende skæreregler.
Typer af træskæring
I det første trin dannes en vogn af en træstamme. For at gøre dette laves der snit på begge sider af det. I nogle tilfælde udføres behandlingen på fire sider. Først tegnes et kort over emnets båndskæring, hvorpå komponenternes dimensioner er angivet.
Den afgørende parameter ved valg af et skema er retningen for behandling af loggen. Især skærkantens bevægelse i forhold til årringene. Ifølge dette dannes tømmer af forskellige kvaliteter, med en unik udseende. Ikke kun deres æstetiske kvaliteter, men også deres pris afhænger af dette.
Der skelnes mellem følgende typer snit:
- tangentiel. Snittet foretages tangentielt til årringene. Som et resultat dannes aflange mønstre i form af buer og ringe på overfladen;
- radial. For at udføre det er vinkelret bearbejdning langs årringene nødvendig. Et særligt træk er det ensartede mønster;
- tværgående. Forarbejdning sker på tværs af fibrene, snitmønsteret er et jævnt snit af årringe;
- rustik. Kan laves i alle vinkler, indeholder et vist antal knaster, splintved eller andre lignende fejl.
Træbearbejdningsindustrien bruger ofte affald båndsavning logs - plade. På den ene side er der et fladt plan, og den anden forbliver ubearbejdet.
For at lave den mest nøjagtige skæring anbefales det at bruge særlige programmer. De tager ikke kun hensyn til dimensioner kildemateriale, men også træsorten.
Savning på savværk med trærotation 180°
For at danne det maksimale antal brædder anbefales det at bruge en teknologi, hvor nogle båndbehandlingsprocesser roteres 180°. Dette giver dig mulighed for at opnå den maksimale mængde tømmer med forskellige typer nedskæringer.
Bearbejdningsprincippet er at lave indledende snit langs bjælkens kanter, placeret i en vinkel på 90° i forhold til hinanden. De vil tjene som grundlag for yderligere tapeskæring. Arbejdet udføres på udstyr med et lodret arrangement af skæreelementer. Stammens diameter skal være mindst 26 centimeter.
Trin-for-trin rækkefølge af arbejdet.
- Behandling af siden med den afskårne kant. Resultatet er to brædder.
- Drej emnet 90°. Snittet er lavet fra den modsatte del. Antallet af produkter varierer fra 3 til 4.
- Gentagen drejning 90°. Hovedparten af kildematerialet bearbejdes. Alt efter hvad du planlægger, kan du ende med 7-8 stk.
På trods af alle mine positive egenskaber, denne metode har en væsentlig ulempe - lav produktionshastighed. Det anbefales at bruge det på udstyr, der har en blok til automatisk ændring af bjælkens position i forhold til maskinens skærende del.
Det detaljerede diagram bruges oftest til fremstilling af rustikke brædder, som har lavere kvalitetskrav.
Savning på savværk med trærotation 90°

Til fremstilling af tangentielle og radiale brædder anbefales det at bruge en anden teknik. Den består af systematisk strimmelbehandling af logfiler med samtidig analyse af defekter. På denne måde kan produkter af den ønskede kvalitet opnås.
Efter afkvistningen placeres emnet på indføringslejet savemaskine. Derefter skal du udføre følgende trin.
- Fjernelse af den primære plade. Dette udføres indtil bredden af basen er 110-115 mm.
- Fjernelse af ukantede brædder ca. 28 mm tykke.
- Hvis antallet af defekter på overfladen overstiger det krævede niveau, roteres materialet 90°. Hvis kvaliteten af pladen er tilstrækkelig høj, skæres den næste.
- Gentagelse af operationen.
En lignende teknik er anvendelig til forarbejdningsenheder, der har en skæreflade eller har funktionen til midlertidigt at demontere resten.
Hvis der er et tilstrækkeligt stort antal defekter, kan du ikke lægge emnet til side, men snarere behandle det ved at dreje det 180°.
Den ovenfor beskrevne tapebehandlingsteknik kan anvendes til at skabe en hvilken som helst konfiguration træprodukter. Ofte bruges kerneområdet til at danne tømmer, og de resterende dele bruges til at lave brædder. Men der kan være undtagelser - det hele afhænger af den nødvendige form af emnerne.
Kvaliteten af arbejdet påvirkes af savværkets aktuelle tilstand, savenes skærpningsniveau og forarbejdningshastigheden. Disse faktorer skal tages i betragtning, før produktionsprocessen påbegyndes. Om nødvendigt udføres forebyggende vedligeholdelse eller reparation af udstyr.
Videoen viser teknikken til at save træstammer på et hjemmelavet båndsavværk:
Beregning af optimal træskæring ved hjælp af Excel. Det er vigtigt for ethvert savværk at minimere råvarespild fra produktionen. Rentabiliteten af produktion af byggestammer afhænger væsentligt af dette.
Et eksempel på beregning af udskæring af byggelogs i Excel
Programmet til beregning af skæring af træstammer vil være nyttigt for små iværksættere, der er klar til at skabe deres egen virksomhed til produktion af afrundede træstammer og konstruktion af træ
Et vist antal træstammer, hver 10 meter lange, sendes til skæring. Savværket har indgået kontrakt om levering af træråvarer i følgende mængder:
- 100 træstammer, 5 meter hver;
- 200 træstammer, 4 meter hver;
- 300 træstammer, 3 meter hver.
Hvad er det optimale antal træstammer, der skal skæres for at opfylde de kontraktmæssige betingelser? Med andre ord, hvordan man skærer brædder med mindste mængde produktionsaffald?
Løsning af problemet med at skære træstammer
For at kompilere en løsningsmodel er det nødvendigt at bestemme alle mulige muligheder savning af træstammer på hver 10 meter i 3-, 4- og 5-meters sektioner under hensyntagen til affaldets længde. Resultatet af sådanne beregninger er identifikation af 6 skæremuligheder:
- 2 bjælker på hver 5m (0m affald).
- 2 bjælker 5m + 4m (1m affald).
- 2 bjælker 5m + 3m (2m affald).
- 3 bjælker 3m + 3m + 4m (0m affald).
- 2 bjælker på hver 4m (2m affald).
- 3 bjælker på hver 3m (1m affald).
I henhold til problemets betingelser saves X i ved hjælp af metode i. Så vil følgende skema være korrekt:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Du kan oprette et system som dette:
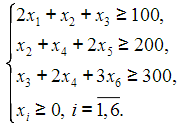
Det næste trin er at forberede en Microsoft Excel-tabel, der vil indeholde de indledende betingelser for problemet.
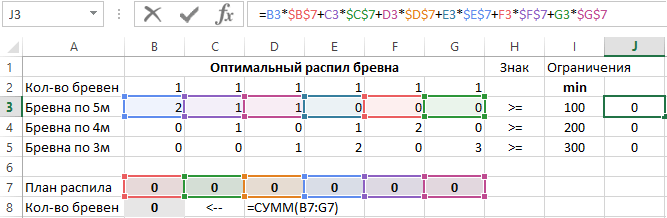
For at beregne venstre side af begrænsningen og objektivfunktionen introduceres de tilsvarende formler. Udfyld celler J3:J5 med disse formler:
Og indtast formlen i celle B8: =SUM(B7:G7).
Udfyld derefter formularen for modulerne "Solution Search" og "Solution Search Parameters". For at gøre dette skal du gå til celle B8 og bruge værktøjet på fanen "DATA" - "Analyse" - "Solution Search". Hvis du ikke har dette værktøj på denne fane, så læs instruktionerne.

